


Remote monitoring software helps industrial facilities know when a problem arises before it leads to system failure. With the large number of components in operation at oil and gas facilities, early warnings can prevent small problems from turning into big expenses.
Loose Bolt on a Lube Oil Cooler Motor
A software monitoring solution recently detected a gradual increase in cooler vibration on a lube oil cooler motor at an oil and gas facility. Given the speed and load on the machine, cooler vibration was expected to be around 0.15 inches per second (in/sec). However, actual values were reading up to 0.22 in/sec. The software provider notified the end user in a weekly report and began tracking the issue on weekly calls.
After investigating the issue, the end user discovered a loose motor mounting bolt. The user subsequently tightened the bolt, and the vibration reading came back to model prediction (see Figure 1).
 Figure 1. Cooler vibration increased up to around 0.22 in/sec. The user investigated and found a loose motor mounting bolt. The user tightened the bolt, and the vibration reading came back to model prediction. (Graphics courtesy of GE Intelligent Platforms)
Figure 1. Cooler vibration increased up to around 0.22 in/sec. The user investigated and found a loose motor mounting bolt. The user tightened the bolt, and the vibration reading came back to model prediction. (Graphics courtesy of GE Intelligent Platforms)The oil and gas facility used the notification to schedule a planned intervention to address the increased cooler vibration. If the issue had not been addressed, the motor could have failed completely, which would have led to a loss of lube oil cooling and an unplanned shutdown.
Defective Bearing on a Lube Oil Cooling Fan Motor
The software monitoring solution also detected a step change in the lube oil header temperature and thrust bearing temperatures on a compressor at another oil and gas facility. Given the speed and load on the machine, the lube oil header temperature was expected to remain at approximately 133 F (56 C). However, the actual temperature had increased to approximately 146 F (63 C). The software provider sent a high-priority email notification to the facility and began tracking the issue on the weekly calls.
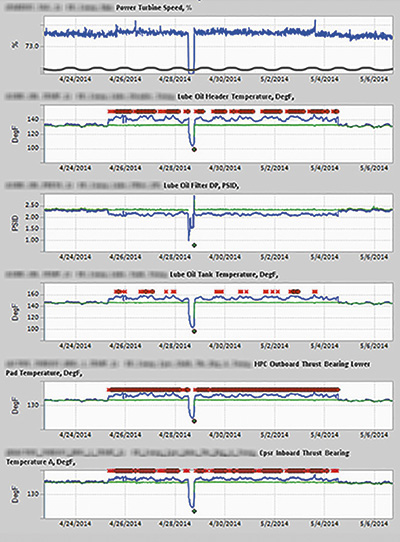 Figure 2. Lube oil header temperature stepped up to approximately 146 F (63 C), with the model prediction at approximately 133 F (53 C). The user found that the increased lube oil header temperature was caused by a cooling fan being inoperable due to a defective bearing on the fan motor. The user replaced the bearing and placed the cooling fan back in service. The lube oil header temperature returned to model prediction.
Figure 2. Lube oil header temperature stepped up to approximately 146 F (63 C), with the model prediction at approximately 133 F (53 C). The user found that the increased lube oil header temperature was caused by a cooling fan being inoperable due to a defective bearing on the fan motor. The user replaced the bearing and placed the cooling fan back in service. The lube oil header temperature returned to model prediction.Upon investigation, the end user discovered that the step change in lube oil header temperature was caused by a cooling fan, which was inoperable because of a defective bearing on the fan motor. The facility subsequently replaced the defective bearing and placed the cooling fan back in service. The lube oil header temperature returned to model prediction (see Figure 2).
Early notification from the software solution gave the user an opportunity to ensure that replacement parts were on-site to proactively replace the defective bearing. If the cooling fan had not been repaired, the prolonged elevated lube oil temperature and associated lower lube oil pressure would have resulted in accelerated bearing wear on the compressor.
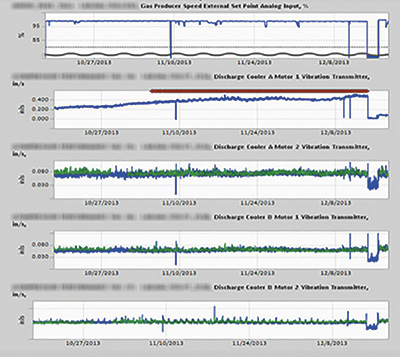 Figure 3. The compressor discharge cooler motor vibration increased from 0.3 in/s (7.6 mm/s) to approximately 0.5 in/s (12.7 mm/s) . This issue was caused by defective bearings. The user changed out the bearings, and the vibration readings returned to normal.
Figure 3. The compressor discharge cooler motor vibration increased from 0.3 in/s (7.6 mm/s) to approximately 0.5 in/s (12.7 mm/s) . This issue was caused by defective bearings. The user changed out the bearings, and the vibration readings returned to normal.Bearing Issue on a Compressor Discharge Cooler Motor
This same software monitoring solution detected a gradual increase in the compressor discharge cooler motor vibration. Values increased from 0.3 inches per second (7.6 millimeters per second) to approximately 0.5 inches per second (12.7 millimeters per second). The software company's support center sent a high-priority notification to the facility, and they began tracking the issue.
Upon investigation, the end user discovered that the compressor discharge cooler motor had defective bearings. The user subsequently changed out the bearings, and the vibration readings returned to expected values (see Figure 3).
Early notification from the software monitoring solution provided the oil and gas facility an opportunity to order replacement parts and schedule downtime. If this issue had not been detected, it would have caused an unplanned shutdown or a rate reduction, resulting in production loss and excessive maintenance costs. The support center was able to help the facility verify that its maintenance action was successful by showing that actual values returned to expected values.