


Three-dimensional (3-D) printing is defined by the American Society for Testing and Materials F42 committee as the fabrication of objects through the deposition of a material using a print head, nozzle or other printer technology. This article discusses a specific type of 3-D printing called binder jetting, which is the process of a liquid bonding agent deposited through a print head nozzle to join powder material. The material being bonded is sand, which can make a casting directly from 3-D printing.
How It Works
3-D printing works much like a 2-D printer in a home or office. However, instead of paper, this process uses paper- thin layers of a special foundry grade sand and a specifically engineered binder to create foundry mold components. The process has only a few steps that are repeated until the desired shape is produced. The sand is spread and the binder is selectively dispensed, guided by computer aided design (CAD) data.
The build platform is then lowered by a set increment and a new layer of sand is spread. The binder is then applied again to this new configuration using the CAD data. The process is repeated until the part is built to completion. At that time, the part can be extracted from the surrounding sand and used in foundry applications.
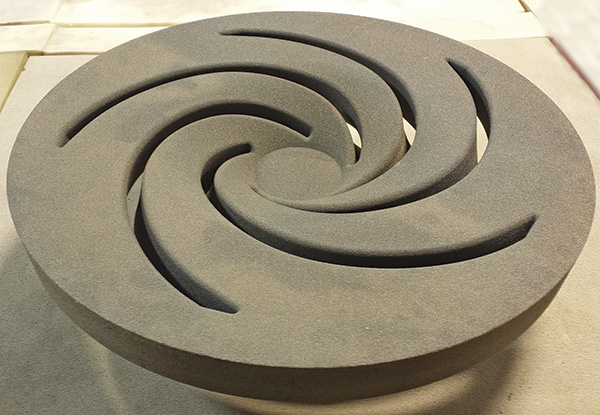 26-inch diameter 3-D printed sand core impeller with five veins, the drag view shown
26-inch diameter 3-D printed sand core impeller with five veins, the drag view shownPump Component Molds
The sand, hardened with the specifically engineered bonding agent, can be used to make cope and drag mold halves and cores. These are the basics of foundry components. The printed sand can also be used as a representation of the part for form of mock ups or as an engineering model. It provides a tactile representation of the part that can be used for fit and even fixture setup in the machine shop. Painted, it looks like a sand casting and weighs about 0.06 pounds per cubic inch.
This sand can be used to make a core for any of the conventional molding techniques in a foundry and is safe for use with any alloy. This core could be complex and would not need any assembly because the 3-D printing process eliminates the need for conventional tooling, such as core boxes. One advantage of having no core assembly is that the internal cored passages of the casting are cleaner with no fins at the core assembly joints and no casting defects from poor core assembly or missed mudding at those joints.
This 3-D printing process results in less post foundry cleaning of the internal passages, which produces better internal pump passages. This internal core could also be made with no draft, which may provide better pump performance or efficiency.
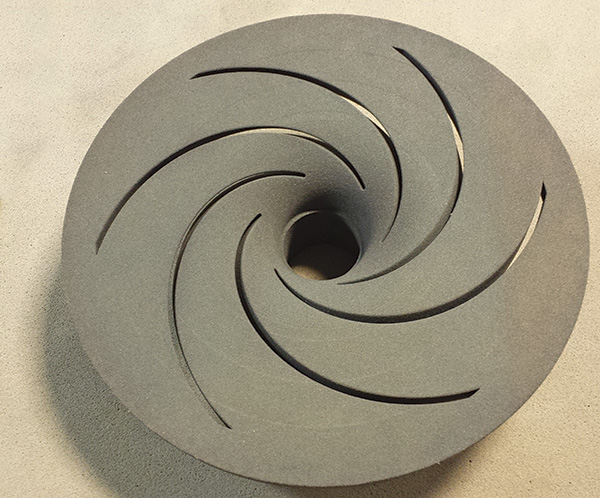
 26-inch diameter 3-D printed sand core impeller with five veins, the cope view shown
26-inch diameter 3-D printed sand core impeller with five veins, the cope view shownBy producing a core that does not require a core box, the design and efficiency rule and are not constrained by manufacturability of the foundry tooling. This is not an all-or-nothing technology. It must be used with existing processes or as a standalone. Pump manufacturers and end users should incorporate it when and where it makes sense.
For cores that may be too delicate to ship, a solution is available. The core can be printed in a sealed box to guarantee intact delivery. Think of it as Matryoshkas, Russian nesting dolls. A 3-D printer can make all the dolls at once, at the same time and place. End users open the build box and remove the core. It is ready to use like any other core in a foundry application.
Flexibility
Another benefit of this printed core is the ability to change it whenever needed. No tooling charge is assessed to make a change. If the pump housing pattern is of sufficient design and all an end user needs is to upgrade the internal passages, then print them with no tooling and no fuss. This can be a great advantage for one-offs or samples.
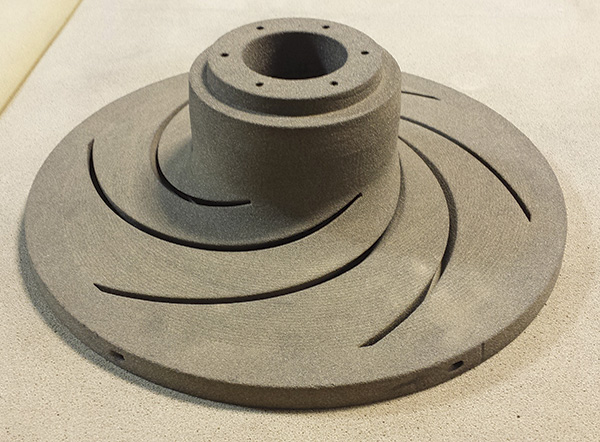
 28-inch diameter 3-D printed sand core impeller with six veins, the drag view shown
28-inch diameter 3-D printed sand core impeller with six veins, the drag view shownMany people like to try something before investing heavily in permanent tooling or to prove an engineering idea. The 3-D printing process allows for sampling without being penalized by the high cost of foundry tooling and the associated long-build cycle time for that tooling.
The printed sand could also be made into foundry molds. These molds can be printed to mimic any molding process so the foundry can gather valuable information as to mold fill, solidification and yield. This helps foundries refine, prove out and optimize the process before tooling is ordered, which eliminates tooling changes at the startup of production. For speed to market, 3-D printing can help when castings are required immediately and tooling is still weeks or months away from completion. One of the mantras of additive manufacturing is to make just what end users want when they want it.
 28-inch diameter 3-D printed sand core impeller with six veins, the cope view shown
28-inch diameter 3-D printed sand core impeller with six veins, the cope view shownAdditional Benefits
For legacy products, 3-D printing has great promise. Damaged foundry tools would not have to be replaced or repaired for those jobs that only run occasionally. Lost tooling would not need to be replaced. A company can print the solution and use whatever tooling is available.
Again, this is not an all-or-nothing technology. Mix and match to keep cost low and only make what is needed when it is needed. In the future, patterns may be stored on a server or flash drive and not in a warehouse.
The more complicated the casting and the more difficult the core is to manufacture, the more manufacturers and end users should experiment with 3-D printing as a solution.
This change in how pump components are manufactured can save money and time and get parts and products to market faster. Engineers can also test multiple solutions simultaneously before committing to expensive permanent tooling. They do not need to compromise design efficiency for the quick ability to manufacture the product.
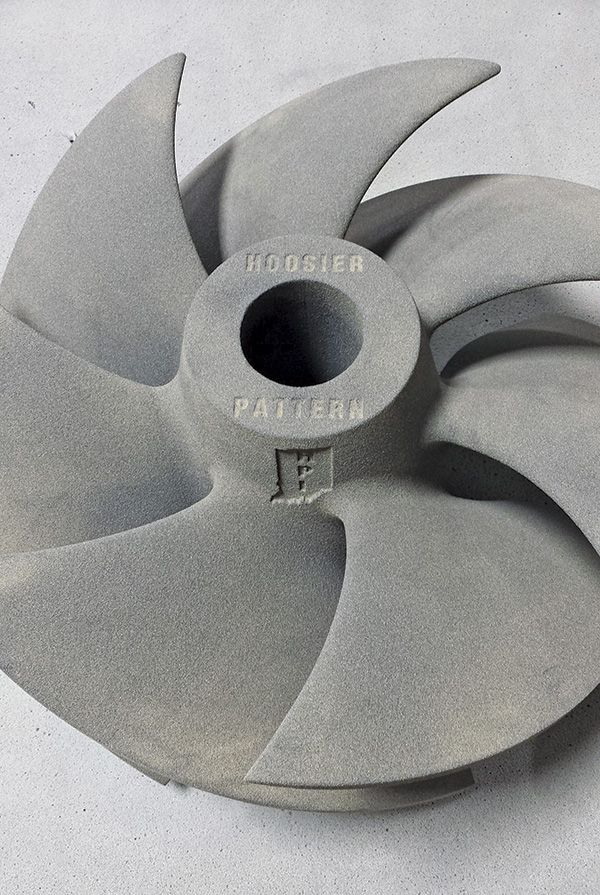 30-inch diameter 3-D printed sand mockup of a seven-blade propeller
30-inch diameter 3-D printed sand mockup of a seven-blade propellerStarting the Process
End users should investigate and try this technology. To start the process, they should communicate with a 3-D printing technology provider. Good communication and coordination with the 3-D provider is important. Users should have an honest discussion of the risks involved and what is most important to them—such as cost, quality and time. They should use their time with the provider to have the technology explained, and they should ask the provider what it can and cannot provide.
Users must understand that not everything can be manufactured using 3-D printing, nor should it be. Bad experiences with any new technology are costly for everyone. Solution providers, manufacturers and end users should avoid using a good solution on the wrong problem.
By finding the right match of vendor capabilities and processes for the application, end users should be able to make their component faster and for less money. This technology can save money on prototypes and production work. Manufacturers and end users should research to determine if 3-D printing is an option for them.