


Our repair shop manager, Jerry, recently got a call from a plant to help solve a continual vibration problem with their end-suction process pump. Jim, the plant maintenance manager, was unhappy when we went to see him.
“We have been changing bearings, even shafts, but the vibration will not go away,” said Jim. “At first I thought we were getting bad bearings, so we began buying others from another bearing manufacturer. Same problem! We still have three to four spare shafts in stock, and a bunch of bearings. The shafts are all good – we get them from a local machine shop. They document the dimensions, the shafts have almost no runout, and the material is the same we’ve always used in the past. But something is wrong!”
I interrupted his increasingly descriptive epithets of the pump. “Wait, Jim. Have you always bought the shafts from the same shop?”
Jim paused a moment, then said, “No, we used to get OEM parts, but Purchasing found a good deal locally. The guys at the local shop seem to be nice. They used to repair lawn mowers, but the owner wanted to expand his business and bought a new Bridgeport lathe and some other tools. They really try to do a good job, and we wanted to give them a chance. Here are the shafts – they made six of them for us for what we used to pay for three. These look nice and shiny. They run true and their finish is not bad at all.”
“What about their dimensions?” I asked, but Jerry was already measuring the shafts with the micrometer.
“Hey, I measured them myself many times before, believe me,” jumped in Jim. “They measure one and three-quarters, on the button, just like the old originals used to be. They fit the shaft great. We almost do not even need to oil them during assembly. They slide right on with no problem.”
“Slide right on?” I asked. “These should actually have some interference fit. You should not be able to simply slide them on without either pressing or heating. Have you checked what the design interference between the shaft and bearing bore should be?”
“Not really,” answered Jim. “But I thought if it matches the old shaft’s dimensions almost the same as before, why bother? Lev, don’t get me wrong, but we don’t have time for theory here – production, you know. Welcome to the real world!”
Jim had many years of experience at the plant, mostly in operations and controls, and although he did not have much hands-on experience with tools in the shop, I wanted to be careful not to appear to be preaching “theory” to him, or in any way diminish his experience and pride. “Just let me take a look at the bearing you have,” I said as I reached for the bearing he held. “Okay, it is an MRC bearing size 309S. Hmmm . . . so the bore should be about 45-mm?”
“How do you figure that?” chuckled Jim, looking puzzled. “I guess we will never come to terms with your Russian thinking. In this country, you know, we use inches!” He looked at Jerry and added, “You better give Lev a crash course in American dimensions!”
“I sure will,” smiled Jerry, “but I think he is right about the 45-mm. The last two digits (‘09’) of bearing designation, when multiplied by five, produce 45-mm. Those Sputnik-whirling Russians are sure tricky, but when they are right, they are right.”
Jerry was right, too. Bearing manufacturers do have tricks up their sleeves, but they are often very helpful ones. For example, the MRC catalog in this situation lists bearing dimensions (abridged) as follows in Table 1:
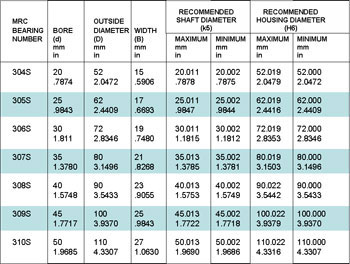
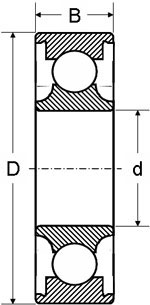
Table 1.
The 309S bearing inside Jim’s pump follows an accepted ABMA standard for clearances and interferences between shafts, housings and bearing ID and OD. The rule for a shaft-bearing fit is set not by the shaft, but by the bearing, and then the shaft diameter must follow.
In Table 1, shaft dimensions must be (as shown) between 1.7722-in and 1.7718-in, which creates an interference ranging, depending on the tolerance, between 1.7718 – 1.7717 = 0.0001-in and 1.7722 – 1.7717 = 0.0005-in, i.e. a light interference fit.
While I was doing my calculations, Jim was already measuring the shaft diameter with the micrometer he hurriedly took from Jerry. “Darn it. The shaft is almost exactly 1.750-in at the bearings!” stated Jim. “I told them to make it exactly like the old shaft was: one and three-quarters, and they did it! Great. So now we’ve got, let’s see… 1.7718 – 1.750 = 0.022-in – no wonder it slides like a rollercoaster!”
“And vibrates as well, which is what you are finding when the pump runs,” I added.
“So what should the shaft diameter have been?” he asked, now looking relieved to find the cause of an error, although bad news was still ahead.
“You can find it in a bearing chart,” I responded. “I always carry a shortened version of both the MRC and SKF catalogs. But even if you do not have one, use the ‘multiply-by-five’ rule that I told you about earlier. For 45-mm, 45/25.4 = 1.7717-in.” Then I showed Jim the table. “It says so right here in the table.”
“So are you telling me that all my shafts that I purchased at a bargain price from the machine shop are junk? They all measure a perfect 1.750-in!” gasped Jim.
I shrugged, delaying the delivery of the bitter truth, and looked at Jerry to see if he might find a gentler way to tell him. “Yes, Jim. But unfortunately, you got the shaft. Sorry, no pun intended,” remarked Jerry. “When you measured the old, probably worn out shafts, you read approximately an inch and three-quarters. But when it comes to bearings, approximate will not cut it.
“It is difficult to determine a shaft dimension, especially worn out, with precision,” Jerry continued. “You figured your approximate measurement of one and three-quarters would equate to exactly 1.750, but it is not. It should have been 1.7717-in, or close to it. However, look at the bright side – at least you detected the vibrations right away and stopped the pump before it got too bad.
“If this problem was the other way around, with the shaft being too big, then it would probably not fit-in well at all,” he added. “This means you would likely wreck the bearing when trying to press it on, or ruin it quickly in operation because it would be highly overstressed. This, in turn, would cause it to run hot and probably fail in no time. So consider the bright side – there is a silver lining!”
The opposite of a ‘bright side scenario’ that Jerry described is actually anticipated by bearing manufacturers. If you read their publications, you may learn something useful. SKF, for example, states this in their instruction manuals:
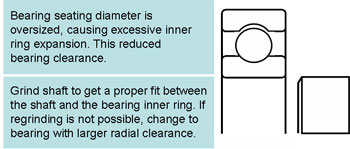
This is an example of a situation that is the opposite to what Jim experienced – but still a big problem.
Later on, when the three of us finished lunch, Jim calmed down from his frustration (food tends to reroute blood to the stomach, away from the head) and said, “Well, I guess I should brush up on bearings a bit. Maybe I should come to your training classes some day.”
“No problem, Jim,” I said. “You are always welcome. But remember, beware of those darn Russians!” With that, we got another Diet Coke. It was too early for a Stolichnaya.
As a quiz to our readers, what simplification did we do when figuring the shaft-to-bearing fit? How would the answer change if such simplification was not made? As always, the first three correct answers will qualify you to a free attendance of our next Pump School training sessions. Forward your answers to us via www.PumpingMachinery.com
Pumps & Systems, December 2006