


Editor's Note: Due to the high number of responses from our readers for more information regarding valve applications in "Surge Control in Pumping Stations" (Pumps & Systems, March 2007), this article serves as a follow-up to that discussion.
There are three primary sources of air in a pipeline. First, at startup, the pipeline contains air which must be exhausted during filling. As the pipeline is filled, much of the air will be pushed downstream and released through hydrants, faucets, and other mechanical apparatus. A large amount of air, however, will become trapped at system high points.
Second, water contains about 2 percent air by volume based on normal solubility of air in water. The dissolved air will come out of solution with a rise in temperature or a drop in pressure which will occur at high points due to the increase in elevation. Finally, air can enter through equipment such as pumps, fittings, and valves when vacuum conditions occur.
The effect of trapped air in a pipeline can have serious effects on system operation and efficiency. As air pockets collect at high points, a restriction of the flow occurs that produces unnecessary headloss. A pipeline with many air pockets can impose enough restriction to stop all flow. Also, sudden changes in velocity can occur from the movement of air pockets.
When passing through a restriction in the line such as a control valve, a dislodged pocket of air can cause surges or water hammer. Water hammer can damage equipment or loosen fittings and cause leakage. Finally, corrosion in the pipe material is accelerated when exposed to the air pocket, which can result in premature failure of the pipeline.
Air is sometimes removed from a line with a manual vent during initial startup, but this method does not provide continual air release during system operation nor does it provide vacuum protection. Today, municipalities use a variety of automatic air valves at the pump discharge and along the pipeline.
Three Basic Types of Air Valves
There are three basic types of air valves which are standardized in American Water Works Association (AWWA) Standard C512: Air Valves for Waterworks Service. They are air release valves, air/vacuum valves and combination air valves.
It is important to understand the functions and limitations of each valve type, so that valves can be located and sized properly for a pipeline.
Air release valves
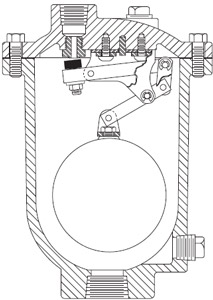
Air release valves are probably the best known air valve and are typically furnished in sizes 0.5-in (13-mm) through 3-in (76-mm). The valve has a small precision orifice in the range of 0.0625-in (1.6-mm) to 0.5-in (13-mm) to release air under pressure continuously during pipeline operation. The air release valve has a float to sense the presence of air and a linkage mechanism that gives the float mechanical advantage in opening the orifice under full pipeline pressures.
An air release valve can also be used between a vertical turbine pump and a power actuated pump check valve to prevent surges in the piping between the pump and the check valve. In this application, the opening of the check valve is delayed with a timer until the air release valve can discharge the air in the pump column to achieve a controlled 1-ft/sec to 2-ft/sec (0.3-m/sec to 0.6-m/sec) flow velocity in the pump column.
For a 20-ft (6-m) lift, the delay time will be about 10 to 20 seconds. Because the valve has limited vacuum flow capacity, a timer is also needed to delay the pump restart so that the water level in the pump column has time to return to its original level.
Air release valves have a limited capacity for admitting and exhausting air. For this reason, most pipeline locations require both air release and air/vacuum valves for exhausting and admitting large volumes of air.
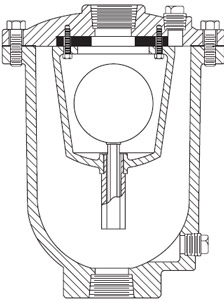
Air/Vacuum Valves
An air/vacuum valve is installed downstream of pumps and at high points to exhaust large volumes of air during pump startup and pipeline filling. The valve also will admit large volumes of air to prevent a vacuum condition from occurring in the pipeline and to allow for draining.
A float in the valve rises with the water level to shut off the valve when the air has been exhausted. Upon the loss of pressure due to draining, line break, or column separation, the float will drop and allow air to reenter the pipe. It is important to note that under normal operation, the float is held closed by the line pressure and will not relieve accumulated air. An air release valve is needed to relieve air during system operation.
There are two variations of air/vacuum valves that warrant discussion. First, air/vacuum valves can be equipped with an anti-slam device, which controls the flow of water into the valve to reduce surges in the valve. The anti-slam device is useful at highpoints where column separation or rapid changes in velocity occur. Column separation can be predicted by computer transient analysis, but the following general guidelines can be used to help locate anti-slam devices:
1. When the flow velocity is greater than 8-ft/s (2.4-m/s), the surge potential can be as high as 400-psi (2760-kPa). Also, when the fill velocity exceeds 2-ft/s (0.6-m/s), high surges can result.
2. High points where a vacuum forms on shutoff will exhibit rapid flow reversal.
3. Systems where the time for the water column to reverse exceeds the critical time will see high surges even from small changes in velocity.
4. Fast closing pump discharge check valves may prevent slam but still cause line surges.
5. Systems with booster stations can see great fluctuations in line velocities on power failure.
6. If the pipeline discharge creates a siphon on shutdown, rapid flow reversal can be expected.
Second, a well service air valve is an air/vacuum valve equipped with a throttling device or an anti-slam device (4-in and larger valves) for use with vertical turbine pumps. These pumps start against an empty pump column and a closed pump check valve and therefore start rapidly and accelerate the fluid. well service air valves require special consideration during sizing.
The throttling device (3-in and smaller valves) controls the air discharge rate so that the pressure surge caused by the pump water column reaching the closed pump check valve is minimized. The throttling device has a second independent vacuum port to allow air flow back into the line after pump shutdown so that the static suction water level can be restored without allowing a vacuum to form in the pump column.
The dual port throttling device should have an open vacuum port separate from the exhaust port so that the air flow into the device is not restricted by exhaust piping.
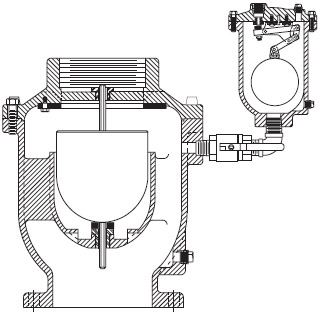
Combination Air Valves
The combination air valve combines the functions of both the air/vacuum and air release valves and is an excellent choice for high points.
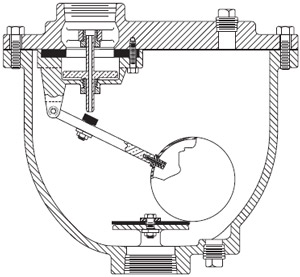
A combination valve contains both a small air release orifice and a large air/vacuum port in one assembly. On smaller valves, usually less than 8-in (200-mm), the float and lever mechanism are contained in a single body design. On larger sizes, a dual body design consisting of an air release valve piped to an air/vacuum valve is furnished as a factory assembled unit.
Single body units have the advantage of being more compact and typically less costly. Dual body units are advantageous for air release valve sizing and maintenance because the air/vacuum valve is still in operation while the air release valve is isolated and under repair.
By combining various sized air release and air/vacuum valves, a dual body combination valve can be made for almost any application. Some designers use only combination air valves on a pipeline because all air valve functions are included and a mistake in field installation will not leave the pipeline unprotected.
Air Valve Locations Along a Pipeline
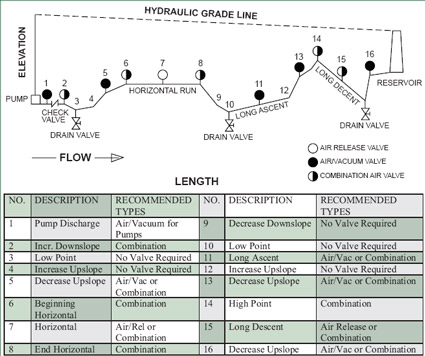
Air valves are installed on a pipeline to exhaust air and admit air to prevent vacuum conditions and air-related surges. The AWWA Steel Pipe Manual recommends air valves at the following points along a pipeline (3):
1. High points: combination air valve.
2. Long horizontal runs: air release or combination valve at 1250-ft to 2500-ft (380-m to 760-m) intervals.
3. Long descents: combination air valve at 1250-ft to 2500-ft (380-m to 760-m) intervals.
4. Long ascents: air/vacuum valve at 1250-ft to 2500-ft (380-m to 760-m) intervals.
5. Decrease in an up slope: air/vacuum valve.
6. Increase in a down slope: combination air valve.
Also, on very long horizontal runs, air release and combination air valves will be used alternately along the pipeline. It should be noted that combination valves can be used at any location instead of air release or air/vacuum valves to provide added air release capacity on the pipeline.
It is important to establish a smooth pipeline grade and not follow the terrain or an excessive number of air valves will be needed. The designer must balance the cost of air valve locations with the cost of additional excavation. The high points and grade changes that are less than 1 pipe diameter are typically ignored because the flow will flush accumulated air downstream.
Air/Vacuum Valve Sizing
Some publications list a rule of thumb that suggests air/vacuum valves be 1-in (25-mm) per 1-ft (0.3-m) of pipe diameter (3). This means a 4-ft (1.2-m) diameter line would have a 4-in (100-mm) diameter valve.
We have developed sizing criteria that form the basis for the following methodology. The methodology is based on sizing the air/vacuum valve for two conditions: admitting air to prevent a vacuum in the pipeline and exhausting air during filling of the pipeline.
The air/vacuum or combination air valve should be capable of admitting air after power failure or line break at a rate equal to the potential gravity flow of water due to the slope of the pipe. The flow of water due to slope can be found by the equation:
where:
Q = Flow of water, CFS
C = Chezy coefficient = 110 for iron pipe
S = Slope of pipe, vertical rise/horizontal run
d = Pipe inside diameter, inches
The gravity flow due to slope is calculated for every pipe segment. For stations where there is a change in up slope or down slope, the difference between the upstream and downstream flows is used for sizing because the upper segment feeds the lower segment and helps prevent a vacuum from forming.
When steel or any collapsible pipe is used, it is important to determine if there is a risk of pipeline collapse due to the formation of a negative pressure. The following equation finds the external collapse pressure of thin wall steel pipe using a safety factor of 4. A safety factor of 4 is recommended to take into account variances in pipe construction, variances in bury conditions, and possible dynamic loads.
where:
P = Collapse pressure, psi
t = Pipe thickness, inches
d = Pipe diameter, inches
Collapse may also be a concern on large diameter plastic or ductile iron pipe. The pipe manufacturer should be asked to provide maximum external collapse pressures.
The valve should be capable of admitting the flow due to slope without exceeding the lower of the calculated pipe collapse pressure or 5-psi (35-kPa). 5-psi (35-kPa) is used for sizing to remain safely below the limiting sonic pressure drop of 7-psi (48-kPa). Manufacturers provide capacity curves for their valves which can be used to select the proper size. The capacity of an air/vacuum valve can be estimated using:
where:
q = Air flow, SCFM
Y = Expansion factor
.79 (for vacuum sizing)
.85 (for exhaust sizing at 5 psi)
.93 (for exhaust sizing at 2 psi)
d = Valve diameter, inches
ΔP = Delta pressure, psi
The lower of 5 psi or pipe collapse pressure (for vacuum sizing)
2 or 5 psi (for exhaust sizing)
P1 = Inlet pressure, psia
14.7 (for vacuum sizing)
16.7 or 19.7 psia (for exhaust sizing at 2 or 5 psi)
T1 = Inlet temperature = 520 R
Sg = Specific gravity = 1 for air
C = Discharge coefficient = .6 for square edge orifice
The air valve should also be sized for exhausting air during filling of the system. The flow rate used for venting should be the fill rate of the system. The fill rate may be the flow rate from a single pump in a multiple pump system. If there is only one pump in the system, then special filling provisions should be taken such as the use of a smaller pump for filling or the ability to throttle the flow from the pump to achieve a fill rate in the range of 1-ft/s to 2-ft/s (0.3-m/s to 0.6-m/s). Higher fill rates may cause surges in the line and anti-slam devices should be used to reduce the surges within air/vacuum or combination.
If a fill rate is not given, the air/vacuum valve will be sized for the design flow rate which may cause the valve to be oversized. Every effort should be made to establish a reasonable system fill rate. The differential pressure used for sizing the air/vacuum valve varies; 2-psi (14-kPa) will be used in most cases.
When the valve is equipped with an anti-slam device, the differential pressure may be as high as 5-psi (35-kPa). Higher differentials are not used because the possibility of water reaching the air/vacuum valve with excessive fluid velocities and to eliminate the noise associated with sonic velocities.
The final air/vacuum valve size must have a capacity greater than both the required exhausting and admitting requirements.
Air Release Valve Sizing
The capacity of releasing air under line pressure through an air release valve can be estimated by using the air/vacuum valve formula, except P1 will equal the operating pressure in the line. The differential pressure (DP) is limited by sonic velocity to about 0.47 * P1. The corresponding expansion factor (Y) is 0.71.
q = 14.5 d2 C (P+14.7)
where:
q = Air flow, SCFM
d = Orifice diameter, inches
P = Pipeline pressure, psig
C = Discharge coefficient = .65 for air release orifice
It is difficult to determine in advance the amount of entrapped air which must be released from a given system. Based on water containing two percent air, the maximum flow rate can be used to compute a nominal venting capacity.
q = Q (0.13 cu ft/gal) .02
where:
q = Air flow, SCFM
Q = System flow rate, GPM
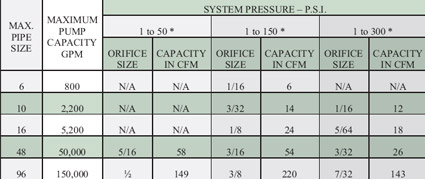
In most cases, the size of the air release valve is a judgment decision based on experience. The 2 percent air content can be varied depending on the potential for entrained air in the water source. The air release valve inlet connection should be as large as possible to maximize the exchange of air and water in the valve. A helpful chart based on industry experience with average installations is shown below:
Summary
When air is allowed to accumulate in pressurized pipelines, efficiency is sacrificed and serious damage can occur. Removal of air from a pipeline will not solve all surge and efficiency problems. However, the elimination of air can solve one of the most common causes of these problems. A consistent methodology will provide valve locations and sizing to help protect the pipe from adverse pressure conditions and improve pipeline efficiency.
References
1. Val-Matic, "Air in Pipe? Time to Review Air Valve Basics," OPFLOW, AWWA, March 1994. pp. 1-5.
2. Lange, Handbook of Chemistry 9th ed, McGraw Hill, 1955, p.1091.
3. American Water Works Association, AWWA M11 "Steel Pipe: A Guide for Design & Installation"; 3rd ed., 1989, pp. 98 to 99.
4. Roark, R. J., Formulas for Stress and Strain 5th ed., McGraw Hill, p.556.
5. Crane, Flow of Fluids 410, 1982, p. 3 - 4.
6. Giles, R.V., Fluid Mechanics and Hydraulics, McGraw Hill, p. 1660.
Pumps & Systems, August 2007