


One of the world’s largest cereal factories is located in a famed industrial park in northwest England. World famous breakfast cereals have been made here daily since the 1930s. About 600 people are employed in its offices, expansive production and warehousing facilities. In the United Kingdom alone, the plant makes enough cereal to fill a billion breakfast bowls each year. For the rest of the world, the plant produces more than 120,000 tons of cereal annually.
When working on a global scale, every drop of product in the process matters. In addition to the grains, flavor coatings are sprayed on the surface of the cereals while they are being created. These flavor ingredients can be costly, so every drop counts.
The Challenge of Making a Great Cereal
After shaping and drying, the cereal can be coated with vitamins, minerals, sweeteners and flavors—such as fruit juices, sugar, syrup or honey. To reduce the cost of layering these flavor coatings on cereals, the cereal maker in northwest England wanted a system that applied its flavorings evenly, without waste.
Most important was that the system chosen did not clog or sputter. This problem could cause the production line to waste material, slow production or have to be shut down to repair the situation—a worst case scenario.
In addition, wasted spray coatings could end up in the plant’s effluent collection system. This system gathers any runoff in the production process and treats it so that it does not impact local waterways or the general environment.
As the company looked to update its production to eliminate waste and reduce water treatment costs, it decided the best approach was to conduct tests on different pumps used in production.
Following many trials and test runs, the experienced food manufacturing engineers at the plant determined that if they had a pump that predictably controlled the rate of flavor application, they could better manage this crucial step in the production of their cereal brands. It also meant that they could save money on the all-important coatings and have less collected waste to process.
The Solution
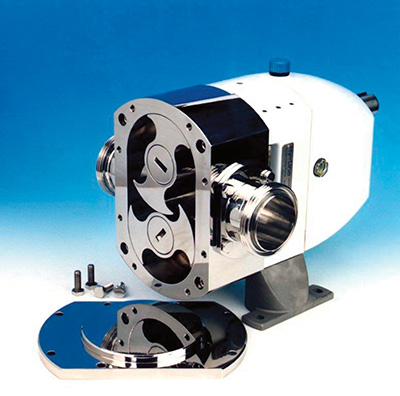 Sanitary rotary lobe pump used in the coating process
Sanitary rotary lobe pump used in the coating processA rotary lobe pump was selected as a perfect fit. The pump is certified to European Hygienic Engineering and Design Group’s (EHEDG) sanitary standards. Founded in 1989, the EHEDG is a consortium of equipment manufacturers, food industries, research institutes and public health authorities that promote hygiene during the processing and packing of food products.
The group provides the highest standards across Europe. Similarly in the U.S., these pumps comply with 3A hygienic standards.
These sanitary pumps are designed to handle an array of food products and ingredients. Following months of tests and trial runs on selected production lines, using different coatings with a range of consistencies and spray rates, the cereal maker’s food engineers decided on hygienic rotary lobe pumps.
These pumps were the ideal solution for making the breakfast cereals responsibly. The cereal engineers, some of whom have been with the company for more than 20 years, put the pump through extreme and normal production conditions. They determined that the pump could be relied on to deliver a predictable spray to coat the different grains.
Every step in manufacturing the cereal is carefully monitored for quality. Since it is intended for human consumption, sanitation is essential. The chosen pumps contained hygienic steel, which can be thoroughly cleaned and sterilized and can operate in temperature ranges from -40 C to 180 C.
A lubricated shaft, bearing and gear assemblies ensure a long product life, while fully interchangeable and accessible rotors avoid the need for re-timing and allow for easy maintenance.
While many types of pumps are available, their effect on product quality can be disastrous if the wrong type is installed in a process. The solution to successfully handling the cereal products came from a technology that has been in service worldwide for more than 30 years.
Rotary lobe pumps are designed so the fluid, or product, fills the expanding inlet cavity and then is displaced by a decreasing cavity on the outlet side. This action moves the fluid. Next, two counter rotors provide gentle movement with minimal fluid or product damage from the pumping action. The speed and power of the drive motor can be adjusted to the flow rate desired for the manufacturing process.
In addition to the benefit of the gentle pumping action, rotary lobe pumps are designed to handle product with the viscosity of up to 1 million centipoise. For example, water has a constant viscosity of 1 centipoise. In contrast, mayonnaise and tomato sauce have a viscosity of 20,000 centipoise and are referred to as shear thinning.
The term shear refers to the application of force, such as pumping action, to the product, and the transformation from being thick like honey to a thinner viscosity. As the product is pumped, it begins to shear, or flow more easily.
The engineers determined that the sanitary rotary lobe pumps met the critical threshold for pumping delicate, viscous fluids and products that contain solids in suspension in a reliable and consistent manner.
The Results
The cereal production engineers found the output flow from the rotary lobe pumps smooth, steady and pulsation-free. The gentle pumping did not break down the liquids and ingredients.
The resulting decision was to install dozens of the rotary lobe pumps on its production lines. With the pumps installed, consistent coatings and production uptime are virtually assured.
This means little of the costly coatings that make cereals so appealing to consumers are wasted. The cereals pass under the fine spray delivered by the efficient pumps.