


Reengineered seals can be cost-effective and efficient alternatives to seal replacement.
Among the major expenditures at an industrial facility, rotating equipment requires a significant capital outlay and becomes an important capital asset. Maximizing the value, optimizing the performance and extending the life of rotating equipment are critical to the overall functioning of a manufacturing facility. Each day that a piece of rotating equipment is off-line can result in millions in lost revenue and serious disruption to the downstream supply chain. The availability and reliability of any piece of rotating equipment—from pumps to agitators and compressors to blower systems—can have a significant effect on revenue.
Deriving additional value from critical rotating equipment can help a company improve efficiency, reduce operating expenses and extend operating life. Upgrades to components such as bearings, seals, couplings and controls keep rotating equipment operating at peak performance. A mechanical seal retrofit or upgrade is often a cost-effective answer to increasing throughput without the expense of investing in new equipment. Engineered seal retrofits can increase reliability, while reducing planned and unplanned outages that disrupt production and reduce revenue.
Defining “Engineered”— Seal and Equipment Perspective
Mechanical seals are a component of a piece of rotating equipment. When defining the term “engineered,” look at both the component and the equipment in which it is installed. Currently, the common American National Standards Institute (ANSI) and American Petroleum Institute (API) pumps use standard stock seal designs, which are interchangeable from one manufacturer to another.
For larger, high-pressure, high-speed pumps and other unique pieces of rotating equipment, the seal and the equipment are typically designed for the application and use engineered mechanical seals with non-standard envelop dimensions, components, materials or face lubrication technologies.
Bad Actors and Maintenance Costs
Experience indicates that seal-related costs in many plants adhere to the 80/20 rule, meaning that 20 percent of the seals account for 80 percent of the total seal and/or rotating equipment maintenance cost. These so called bad actors are often the result of operational transients or issues that may be expensive to resolve or a result of using a seal that is simply too sensitive for the application.
For mechanical seal operation, it is a truism that “all seals leak.” It is when this leakage becomes excessive that equipment operations are in jeopardy. Failure data from a wide variety of industrial applications demonstrates that most mechanical seals are removed from service prematurely, not because the faces wore out but because damage to one of its components made it leak excessively.
Many failures occur randomly in frequency, which may imply that the seal is too sensitive to whatever event caused the component to fail. In such cases, upgrading the seal technology to make the mechanical seal less sensitive may be more beneficial than trying to avoid the event that caused the failure. Just replacing the damaged parts of a failed seal does little to uncover what caused the seal leakage and how to prevent subsequent problems.
The relationship between increased reliability and the converse effect on life cycle cost is certainly true for all mechanical components in a process system. Especially in the field of mechanical seals, this relationship is relevant since seal faces are inherently sensitive to leakage. The typical film thickness between the faces is a few microns and any significant deviation may exponentially increase the leak rate or damage the materials in a matter of seconds or minutes. Engineered seals may offer a good alternative to decrease the sensitivity of the seal parts to the typical and unusual operating conditions of a pump or any piece of rotating equipment with much improved reliability as a result.
A simple method to justify the cost of an engineered seal solution is by verifying the life cycle cost (LCC) of the seal and its environmental control system. Significant savings and excellent returns on investment (ROIs) can be achieved with engineered seal retrofits and upgrades in addressing the bad actors. The degree of technical risk and capital cost can vary widely depending on the nature of the equipment and the application.
Whole System Diagnosis
A unique way of looking at seal problems is considering the entire operation, not just the failing component. While most seal companies are satisfied to just change-out a failing seal and leave it at that, a more holistic approach to solving seal problems is to go beyond the mechanical seal and look at the entire system.
Because a leaking seal is usually an indication of an even bigger problem, time should be taken to diagnose the whole application before beginning to reengineer the seal. The equipment in which the seal resides, along with the seal housing and hardware, process conditions and the auxiliary support systems, all affect the seal's environment. When satisfied that the system as a whole is understood, a solution can be developed that will reduce the sensitivity of the seal to the specific application conditions.
Case for Reengineering
The price of highly-engineered mechanical seals can start at $5,000 and run up to $100,000 per seal. Traditionally, mechanical seals have been treated as disposable items, when in fact they are repairable and improvable, regardless of the original manufacturer.
These highly engineered seals carry a lot of inherent or residual value and should not be treated as a commodity. As with any critical component or piece of equipment, these seals can be reengineered, recycled and transformed much in the same way as a pump or compressor would be remanufactured and reused.
An engineered seal adds value to the rotating equipment. Mechanical seals from any manufacturer can be reengineered to meet performance specifications within the same operating guidelines and with minimal changes to foundations, piping and other connections.
The reengineered seals have the same ‘form, fit and function' as the original seals, along with an enhancement of the redesign transformation process. Two case studies demonstrate the value of engineered seals.
Upgrading a Reactor Seal
Seal manufacturer engineers successfully upgraded two top-entry reactor seals for a major Gulf Coast chemical plant. In the existing, dual-pressurized seal arrangement, the “hard-on-hard” seal faces were extremely sensitive to lubrication-related damages due to a combination of high pressure (2,400 psi), high temperature (450 degrees F) and slow shaft speed (150 rpm). The seal's short life span (three to six months) and its erratic leakage behavior caused unscheduled shutdowns and posed serious safety and environmental hazards.
This application was of particular concern because the chemicals in use were highly volatile and highly flammable, and therefore, the leakage problem required a highly engineered solution. Even though the original seals were not manufactured by the seal provider, its engineers knew that using an engineered upgrade approach to improve their reactor seals was possible.
The engineers examined the application from every angle to find the best solution that would extend the life of the seal, achieve a higher degree of reliability and eliminate the potential safety hazard. A proposal was made to retrofit the seal's internal components with more robust face technology and materials that were not as prone to distress during all phases of the process.
The engineers' upgrade package for the chemical plant consisted of four heavy-duty, shrink-fitted faces plus a drive collar, springs, drive screws, o-rings and back-up rings, and two new flanges (Figure 1). The upgraded seals' face materials were silicon carbide and carbon providing the benefits of high load capability and the ability to recover or self-heal in certain cases. The costs or investment were actually low considering that the hardware of the existing seal was re-used and the auxiliary support system was left as is.
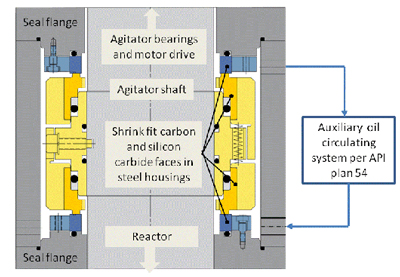 |
| Figure 1. An upgrade package for a top entry agitator in a chemical plant |
This non-traditional approach can become an attractive, cost-saving option and changed the maintenance approach from corrective to preventive for both reactors and eliminated a significant safety hazard.
Upgrade of API 682-Style Seals for an Ethane Application
A major gas producer in the Houston area was struggling with the seals on two between-bearing, 10-stage pumps that transport ethane at ambient temperature. Ethane was particularly difficult to seal in this application, as it was pumped at suction pressures above 600 psig and at the high pump shaft speed of 6,000 rpm. Low lubricity and the high vapor pressure of ethane made the lubrication aspect of this application challenging.
On top of these difficult conditions, the pump vintage year dated back to the 1970s when seal chambers were still stuffing boxes or had limited space for a beefy seal. Prediction, detection, containment and disposal of seal leakage were critical since the pumps were vital to the output of the plant and subject to an emission limit of 1,000 parts per million (ppm) as measured by EPA Method 21. The original seals were dual unpressurized equipped with API Plan 76 to dispose the leakage vapors to a flare system.
In Plan 76, a pressure switch at the outlet of a dry running back-up seal detected the onset of seal degradation when the primary, ethane lubricated seal leaked excessively and erratically. The cooling of the primary seal faces was achieved with a simple Plan 11 that connected from the second stage impeller. The lifetime of the original seals was poor, from days to a few months at best. Typical damages were heat cracks and severe wear of the seal faces.
A seal provider's engineering team was asked to make recommendations to solve the problem and proposed an engineered seal face upgrade approach in combination with a change in the Plan 11. Instead of operating the primary seal faces on seal chamber pressures slightly above suction pressure, the engineers suggested maximizing the pressure in the seal chamber to create more vapor pressure margin. By changing the source connection for the primary seal flush, the mechanical seal would operate close to the discharge pressure of the pump.
A new close-clearance bushing in the bottom of the seal chamber was necessary to minimize the flush flow within acceptable rates. The back-up or safety seal from the original manufacturer as well as Plan 76 were left unchanged, as they appeared to work fine.
Shrink-fit face technology, as shown in Figure 2, again proved its superior value when handling high pressures and speeds in poor lubricating environments.
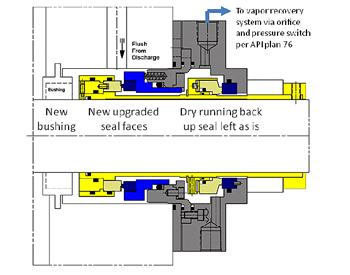
Figure 2. The upgrade package for ethane service
Stiffness coupled with lubrication enhancement features in the best materials made these seals work reliably and meet the 1,000 ppm emission limit.
Also unique to this case was the limited space in which this solution was provided. The user looked at upgrading his pumps with compressor gas seal technology, which is the modern solution for this type of application, but found that this technology requires much more radial space then an old style API pump provides.
In addition, the initial cost, refurbishment costs and leakage rates of gas seals were much higher making the shrink fit face solution the lowest risk upgrade approach.
Upgrading and Retrofitting Seals
An engineered mechanical seal retrofit or upgrade transforms the original seal into a more robust, forgiving and reliable product, which can provide significant financial savings. This is why working with the seal manufacturer to “reengineer” seals and systems, not just replace them, is important.
The concept of reengineering and upgrading is not as unusual. Many pieces of equipment in an industrial facility are regularly sent to non-OEM repair shops for overhaul, or even to third party shops.
Yet, when it comes to seals, reengineering and upgrading have not been traditional approaches.
Rather than treating mechanical seals as commodities and just “tossing them out” when they start to fail, upgrading offers a way to further a company's investment in its rotating equipment and its components.