


Editor's Note: This article is the fourth in a six-part series on seals. For other articles in this series, click here.
This article discusses the operating conditions and design limits; applications for single seals, tandem seals, tandem seals with intermediate labyrinth and double seals. It also explains tandem seals versus double seals.
To select a dry gas seal configuration, the operating conditions and design conditions must be determined. Both the operating conditions and the design conditions will influence the type of seal used for an application. To ensure a dependable dry gas system, seal conditions that must be identified are normal sealing pressure, maximum sealing pressure, operating temperature, seal design temperature and process gas.
Normal Sealing Pressure
The first factor to be identified is the normal sealing pressure. This is the pressure that the seal must contain within the compressor during normal operation. For beam-style compressors, this is typically suction pressure. However, some configurations, such as back-to-back compressors, can have higher–than-suction sealing pressures. For overhung-style compressors, the sealing pressure is somewhere between suction and discharge. The discharge pressure gas decreases in pressure as it moves down the backside of the compressor impeller to the seal location.
Therefore, based on the design of the compressor, the actual sealing pressure must be confirmed with the compressor manufacturer. Knowing the actual sealing pressure will provide accurate leakage information to reference during operation and for designing the seal monitoring system.
Maximum Sealing Pressure
The next pressure information needed is the maximum sealing pressure, typically the design pressure for the seal. Since the discharge pressure is the maximum pressure identified for the compressor, this could be used for the maximum sealing pressure. Seals will typically never seal the discharge pressure of the compressor, so the pressure rating will be much higher than the maximum operating pressure of the seal. Designing the seal to discharge pressure can also be expensive.
For example, there is usually a price change for seals at about 1,500 psi to 1,700 psi, depending on the manufacturer and then another price change at about 3,000 psi to 3,300 psi. Verifying the maximum sealing pressure required for the application can lower the cost of the seal. Usually, the seal will never operate at higher than the settle-out pressure of the compressor, estimated at the mid-pressure point between suction and discharge pressure. Normally, this is an estimate since the volume of gas upstream and downstream of the compressor to the unit valves will influence the settle-out pressure.
A larger volume of gas from compressor to discharge valve compared to the volume of gas from the compressor to suction valve will result in a higher than midpoint settle-out pressure. If the larger volume of gas is on the compressor to suction-valve side, then the settle-out pressure will be below the midpoint. If the discharge pressure is below the 1,500 psi to 1,700 psi for lower-pressure applications or 3,000 to 3,300 psi for higher-pressure applications, then using discharge pressure as design pressure is not a big concern. If settle-out and discharge pressures straddle the identified pressure, then more time may be required to identify the actual design pressure for the seal.
Settle-out pressure can also effect the decision to use a tandem seal or a double seal. Therefore if the application is low-pressure and/or for a dirty gas, identify the true settle-out pressure. Choosing a double seal for these services can provide a much more reliable seal. For dry gas seal applications, low pressure is below 100 psi.
Operating Temperature and Seal Design Temperature
The next step is to identify the actual operating temperature and the seal design temperature. On a beam compressor, the suction-end seal and discharge-end seal will operate at different temperatures. No compressor original equipment manufacturer (OEM) can provide an exact temperature for the seal operating temperature because typically no temperature probes are at the seal, so the operating temperature is assumed to be somewhere between the process gas temperature and the bearing temperature.
Standard seals, from most manufacturers, can manage temperatures of 300 F to 350 F. If the discharge temperature is below this, then use the discharge temperature as the seal design temperature. If the discharge temperature is above this, then more time may be required to identify the actual design temperature if eliminating unnecessary costs is a concern.
The other point about seal design temperature is seal supply gas temperature. If there is an issue with the dew point of the seal supply gas, then the gas should be heated to manage the dew point. The temperature of the seal gas should be considered when identifying the seal temperature rating. As indicated, seal temperatures are somewhere between process gas and bearing temperature. If the seal experiences discharge temperature, the bearing must be designed to handle this temperature as well because the seal is not far from the bearing.
For minimum seal temperature, identify both the ambient temperature and the minimum compressor suction temperature. Use the lower of these temperatures as the minimum seal temperature. Typically, fluorocarbon O-rings (the standard material used in dry gas seals) have minimum temperature ratings of -4 F to -20 F. Different types of vendor-specific fluorocarbon O-rings are available to manage minimum temperatures. If the minimum seal temperature is -4 F or lower, make sure that the O-rings used are suitable for the application. This is also why it is important that the O-rings in a seal are provided by the seal manufacturer rather than purchased from an O-ring supplier. Features in the O-ring material or even different types of fluorocarbon must meet the demands of the seal and application. Using the incorrect material or a different fluorocarbon than originally specified can result in seal failure.
As indicated previously, the seal operating temperature is somewhere between process temperature and bearing temperature. If a minimum-rated process temperature is identified below -50 F, the low-temperature rating should be confirmed with the seal vendor and compressor manufacturer.
Process Gas
Now that the operating and design temperatures have been identified, the process gas must be analyzed. Is the process gas hazardous or flammable? Is the gas toxic? Examples of non-hazardous gases are air, nitrogen and carbon dioxide. Examples of hazardous or flammable gases are methane, ethylene or propylene. Toxic gases, such as gas with hydrogen sulfide, are defined as gases composed of components dangerous to humans and the environment.
Once the gas is identified, the next questions are:
- Is full containment of the process gas required?
- What environmental or safety concerns must be considered?
- Can an outside gas be introduced into the process from the seal supply?
- What is the minimum pressure available for the outside gas?
An outside seal-gas source is beneficial if the process gas is toxic, dirty or wet. If a reliable source, at sufficient pressure, is available and compatible with the process, using an outside seal-gas source can eliminate an expensive conditioning system.
Seal Configurations and Applications
Temperature, pressure and process gas will change the features and sealing elements in a dry gas seal cartridge. These elements can also affect the type of seal selected, the cost of the seal, the system and the reliability of the system. Therefore, the seal features and the benefits provided by seal vendors must be known to understand how they will impact dry gas seal reliability and support the sealing application through all operating conditions. Carefully analyze the sealing application and work with a knowledgeable seal vendor to make sure the best seal configuration is selected for your application. This section outlines each seal type and where it is typically used.
Single Seals
 |
| Figure 1. Single seals feature a single set of seal faces in a cartridge or component seal and are ideal for use in non-hazardous applications. |
Single Seals (see Figure 1) are a single set of seal faces in a cartridge seal or a component seal. Single seals are the only seal configuration that uses components, as all other seal configurations are too complex to install with components. Because they only have one set of seal faces, single seals are used in non-hazardous processes—such as moving air, nitrogen and carbon dioxide.
Sometimes, single seals are used with integrally geared compressors due to space constraints for hazardous applications, but only after all other options have been eliminated. For integrally geared compressors, the gas is typically non-hazardous—such as air or nitrogen. A less efficient lower-cost seal can be used for these applications because the loss of nitrogen or air is not a concern. When selecting equipment, if total life-cycle costs are part of the company’s philosophy, it should pay attention to the seals used in non-hazardous applications. The energy savings from improved compressor efficiency and reduced seal-gas consumption can easily pay for the cost of dry gas seals and systems.
Tandem Seals
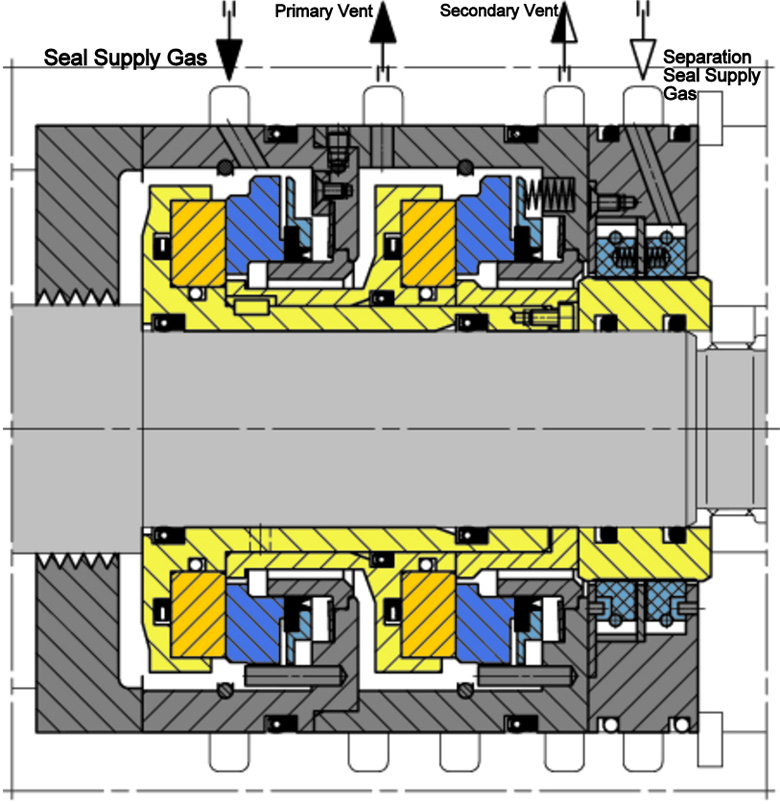 |
| Figure 2. Tandem seals have two sets of seal faces in the seal cartridge and are typically used in hazardous pipeline applications. |
Tandem seals (see Figure 2) are typically used in pipeline applications. A tandem seal configuration has two sets of seal faces in the seal cartridge. The second set of seal faces (the secondary seal) backs up the first set (the primary seal) if the primary seal fails. This allows containment of the process gas, so that the compressor can be safely shutdown and vented.
In a tandem seal, the secondary seal will operate on a small portion of the gas leakage from the primary seal, so small amounts of process gas will leak out of the primary and secondary vent ports on the compressor.
The first type of dry gas seal installed was a tandem seal configuration. This was in a pipeline application where tandem seals are most commonly used, even today. The other application where tandem seals are commonly used is low-pressure hydrogen applications.
Tandem Seals with Intermediate Labyrinths
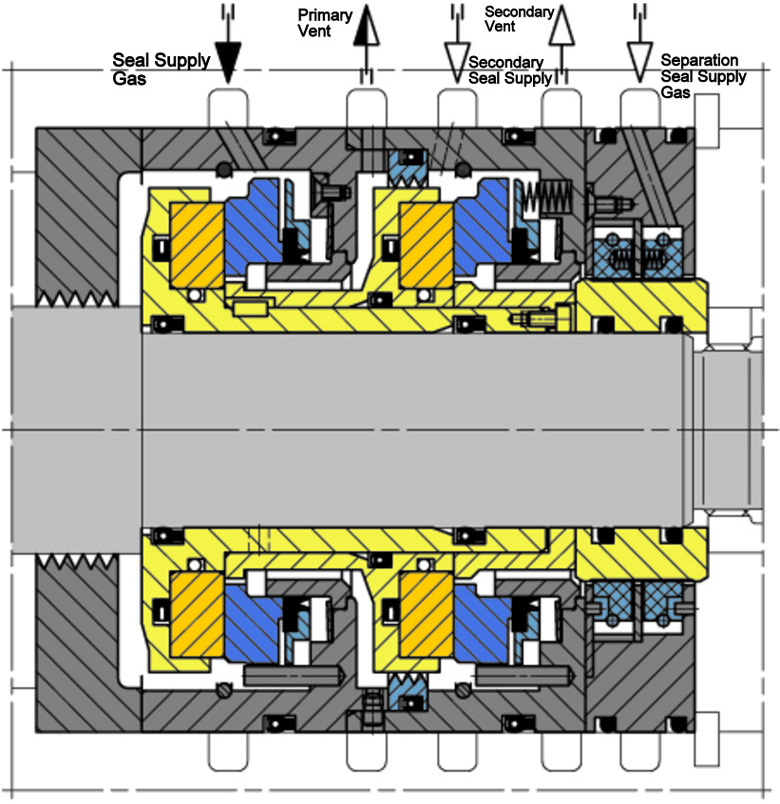 |
| Figure 3. Tandem seals with intermediate labyrinths have an additional port and labyrinth that supply inert gas to the secondary seal to allow for use with hazardous and toxic gases. |
Tandem seals with intermediate labyrinths (see Figure 3) are the most commonly used seal. An additional port and labyrinth, between the primary seal and secondary seal, allow for the supply of inert gas to the secondary seal. Any leakage from the primary seal is flushed out the primary vent, allowing for easier management of the gas leaking from the primary seal.
This feature makes these seals ideal for hazardous or toxic service. The intermediate labyrinth also provides a restriction in the event of a primary seal failure or catastrophic/total-seal failure (primary and secondary seal failure). This allows for safer operation in high-pressure applications. This configuration should be used for all high-pressure applications. These seals also provide higher safety when used in standard sealing applications.
Double Seals
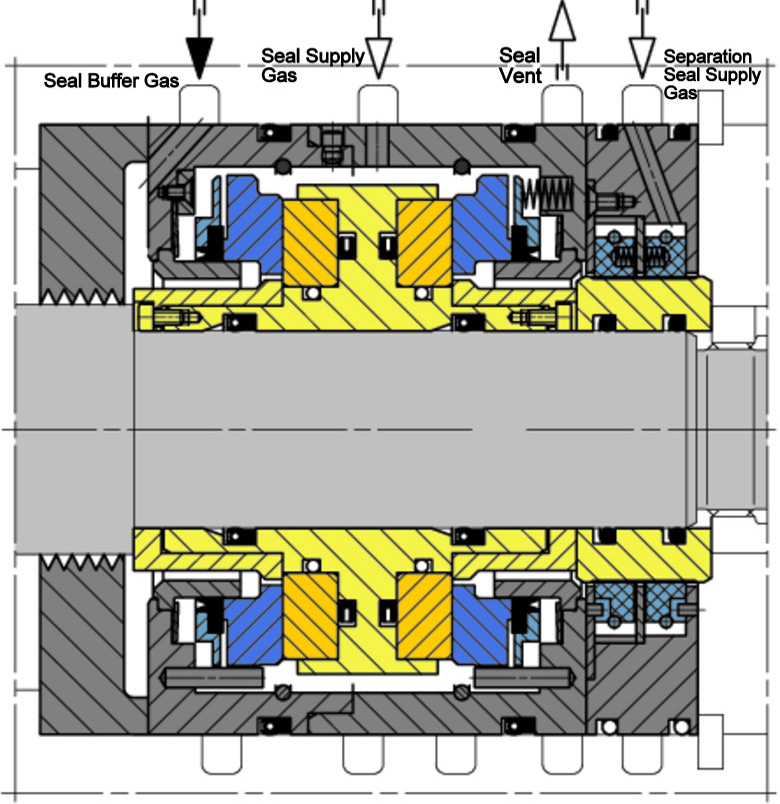 |
| Figure 4. Double seals consist of two sets of seal faces opposing one another and are used in low-pressure and wet or dirty applications. |
Double seals (see Figure 4) are usually used in low-pressure applications (100 psi is defined as low pressure for compressor seal applications) and dirty, wet process gas applications. Their configuration consists of two sets of seal faces opposing one another. Because tandem seals were the first dry gas seal configuration to be installed, end users are hesitant to specify double seals. The argument is that tandem seals are the proven technology, but double seals are the better technology in specific applications. They can provide a reliable compressor seal when applied correctly and can prevent failures from reverse pressure, which results when a tandem seal is used in low-sealing-pressure applications. Reverse pressure for a tandem seal results when the vent pressure is higher than the sealing pressure. If the sealing pressure is a vacuum then reverse pressure can occur. If the vent pressure can increase to a pressure greater than sealing pressure, reverse pressure in a tandem seal will occur.
An example is when the primary seal vent line is connected to the flare. The flare line conditions can result in the seal vent pressure being higher than the sealing pressure. Under these conditions, a tandem seal will be reverse pressured, and a seal failure will occur. With the double seal, this can be eliminated. The pressure of a double seal is limited to the seal-gas supply pressure that is available.
Because double seals are typically used for dirty/wet services, the seal needs an outside source of seal gas. This seal gas must always be approximately 50 psi higher than the process gas pressure being sealed. Since the source pressure is seal-vendor and application specific, always contact the seal vendor about seal-gas supply pressures. When the dry gas seal has been set-up correctly, double seals can offer many years of reliable operation in dirty/wet service.
Double seals can also be used for pressures greater than 100 psi, when a seal supply gas is available at sufficient pressure. Do not rule out discharge gas as a seal gas source. If the discharge gas can be filtered economically and effectively, it can be a reliable source to use for the double seal and provides a much more dependable dry gas seal system. This eliminates the concern of injecting nitrogen or another gas that may not be compatible with the process.
Seal Selection Guide
This section covers the pressure, temperature, speed and application for each seal configuration. Keep in mind, the limits for seals continue to be pushed. Contact a qualified seal vendor when applications are close to or beyond the limits identified. Advancements with sealing technology continues. Also, each seal vendor will have different limits for their seal designs. The limits listed in this section are only general guidelines.
Single Seals
Non-hazardous applications—air, nitrogen, CO2
Pressure capabilities to 1,750 psig (Possible for use with higher pressures, but there are safety concerns with using a single seal at higher pressures.)
Temperature: -270 F to 410 F
Speeds to 660 feet per second
Tandem Seals
Hazardous applications—pipeline, hydrogen or high-pressure, non-hazardous gas
Pressures to 8,700 psig
Temperature: -270 F to 410 F
Speeds to 660 feet per second
Tandem seals with intermediate labyrinth
Hazardous and toxic applications or high-pressure applications
Pressures to 8,700 psig
Temperature: -270 F to 410 F
Speeds to 660 feet per second
Double Seals
Low-pressure applications (Hazardous or toxic—coker compressors, wet gas compressor, sour gas)
Typical application pressure of - 250 psig (Possible pressure to 1,000 psi for standard seals and systems or 1,500 psig with special considerations)
Temperature: - 40 F to 350 F
Speeds to 460 feet per second
Author’s Note: For more information on identifying maximum sealing pressure, please reference, “Calculating Settle-out Pressure in Compressor Loops,” Hydrocarbon Processing, November 2006, or discuss it with your engineering company.
The fifth article in this series will discuss the instrumentation systems used with dry gas seals.