


 Image 1. Large influent pump (Images and graphics courtesy of A.W. Chesterton Company)
Image 1. Large influent pump (Images and graphics courtesy of A.W. Chesterton Company)Wastewater and water distribution systems move significant volumes of water and wastewater through collection, distribution and treatment facilities to achieve the core function of these operations. As the volume of processed fluids increases, so do the size and complexity of system requirements.
Pumping systems must be designed to handle the normal volume of process flow through the treatment stage as well as the maximum runoff volumes that occur as a result of excessive rain and other factors. These designs also need to take into account equipment reliability and potential downtime.
As pumping systems get larger, sealing system requirements become more complex and difficult to implement.
Many factors affect reliable large pump shaft sealing. Shaft size, pump speed, pressure, water sediment content, startup conditions, cavitation, vibration and other factors will affect the applicability and long-term success of the sealing device.
While legacy main-shaft sealing devices were designed a century ago based on available technology, these seal designs are still the primary seals used today.
When choosing the best sealing solution for their wastewater applications, end users must understand the available technologies and their facilities’ specific needs. Having knowledge to drive the decision will ensure an economical and reliable choice.
Legacy Sealing
Compression packing has been used for more than 100 years. At the turn of the 20th century, it was the best available technology. Most pumping devices were designed to use compression packing to seal the pump shaft and incorporate a stuffing box to contain the multiple rings of packing used to seal the shaft.
When this technology is used, cut packing rings are installed around the shaft and pressed into the stuffing box. A packing gland is tightened, compressing the material axially and radially, while creating a dynamic seal between the pump shaft and the packing.
End users must be careful to avoid overtightening the packing gland, which can cause the packing to overheat as a result of excess friction between the packing material and pump shaft. Flush water lubricates and cools this sealing interface while keeping solid contaminates away from the stuffing box area.
When materials such as wastewater are pumped, solids tend to embed in the softer packing material, accelerating the wear of the pump shaft. A clean and reliable flush source will help enhance and improve the reliability of the packing. Any interruption of clean flush water to the compression packing will cause the packing to overheat, accelerating both packing and shaft wear, increasing seal leakage and necessitating maintenance intervention.
Compression packing is usually the sealing solution that original equipment manufacturers (OEMs) use to seal equipment. It is a versatile option that does not require dismantling the pump or equipment during installation. This is especially important for larger pumps, which require special handling equipment to lift and move. The downtime required to move and restore large pumping equipment is a significant concern. In critical applications, such as influent or effluent pumping where larger pumps are used to move wastewater streams, downtime can be detrimental, especially in the face of uncertain weather conditions and additional flows into the treatment plant.
While compression packing is a flexible sealing device, it requires maintenance for break-in periods and for adjustments to reduce leakage to an acceptable rate. Packing also requires some leakage to operate long-term. This leakage can cause secondary issues such as premature bearing failure and collateral equipment damage that will lead to unscheduled equipment downtime. Wastewater leakage is a biohazard that is a safety issue in any facility.
Packing also wears the dynamic sealing area where it seals against the sleeve or shaft of the pump. These occurrences will affect the run life of the pump and lead to costly downtime for sleeve, bearing and component replacement.
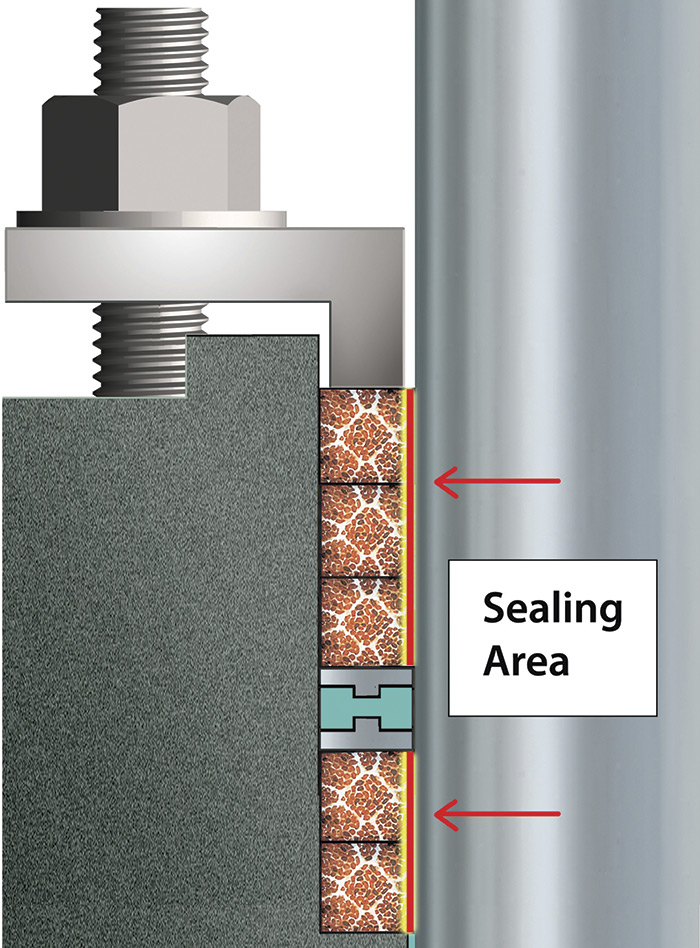 Figure 1. Compression packing compresses against the pump sleeve, causing sleeve wear.
Figure 1. Compression packing compresses against the pump sleeve, causing sleeve wear. Mechanical Seals
Another option for sealing pumps and other types of rotating equipment is axial mechanical seals. Unlike compression packing in which dynamic sealing occurs radially between the packing and the pump shaft or sleeve, a mechanical seal typically seals axially between two seal faces, eliminating much of the shaft wear caused by packing.
Mechanical seals are designed to seal leak-free, enhancing sealing reliability and minimizing pump damage caused by leakage. Eliminating leakage during pump operation will reduce the risk of bearing contamination and premature failure. Collateral equipment damage also can be eliminated, which will further increase sealing reliability and reduce operating costs.
Split mechanical seals, where seal components are radially split, have been commercially viable for more than 30 years and have gained wide acceptance in various process industries. Split mechanical seals established a radical shift in the mindset of process engineers, allowing a pump to be sealed with a mechanical seal while eliminating the protracted process of disassembling the pump.
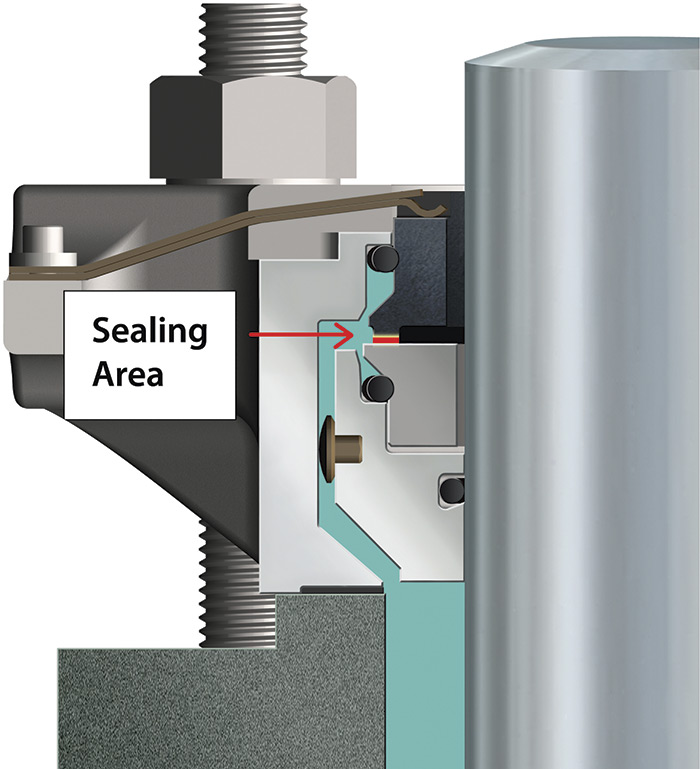 Figure 2. Split mechanical seal dynamically seals axially between the two seal faces, not on the pump sleeve.
Figure 2. Split mechanical seal dynamically seals axially between the two seal faces, not on the pump sleeve. 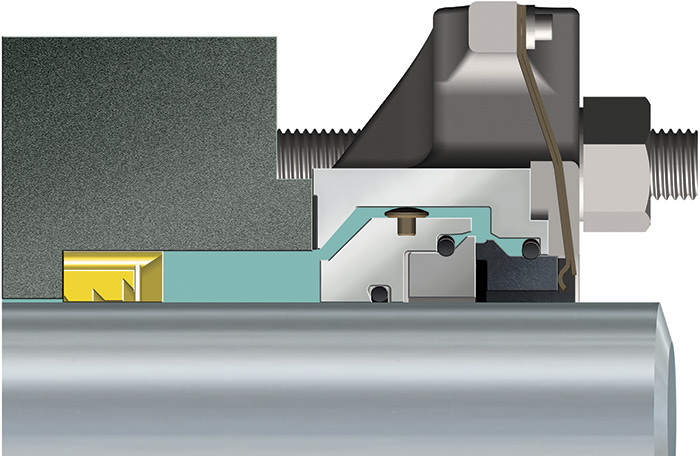 Figure 3. A split mechanical seal with environmental controller enhances the stuffing box environment by removing entrapped air and particulate from the process fluid.
Figure 3. A split mechanical seal with environmental controller enhances the stuffing box environment by removing entrapped air and particulate from the process fluid.Initially, split mechanical seals were limited to smaller shaft sizes because of material and manufacturing constraints that restricted their use to smaller process pumps with shaft sizes of 4.750 inches (120 millimeters [mm]) and smaller. Significant advancements in sealing technology and material science have expanded the options that can be applied to larger pumps and other rotating equipment required for water and wastewater, power generation, and other process industries.
Split mechanical seals are now available in shaft sizes up to 36 inches (915 mm).
Technology Advancements
One major material advancement used in mechanical split seals is silicon carbide for the sealing elements or faces. Silicon carbide has excellent heat dissipation properties, which is important because seal faces rotate against each other and generate heat. The higher the operating speed and the larger pump the shaft diameter, the greater the heat generation that will occur between the mating seal faces. The development of larger silicon carbide seal faces and technology to split larger faces has enabled the use of silicon carbide and other seal face materials in larger-diameter split seal designs.
Silicon carbide is an extremely hard material, ranking 9 to 9.5 on the Mohr hardness scale (diamond is 10). The abrasion-resistant nature of silicon carbide will help mitigate the adverse effects that solid contamination has on the sealing elements.
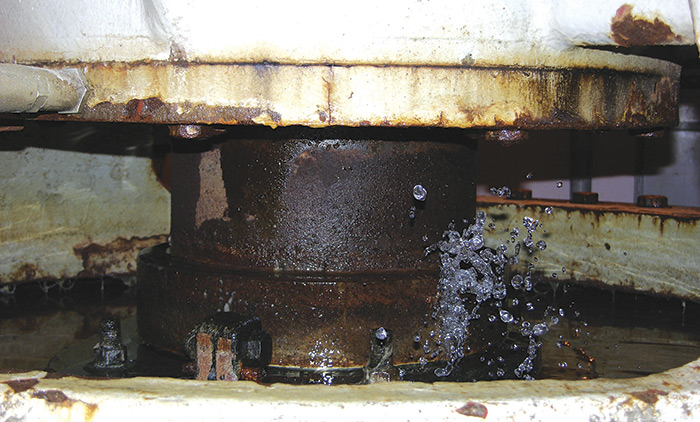 Image 2. This influent pump is sealed with compression packing.
Image 2. This influent pump is sealed with compression packing. In wastewater applications, the process fluid will help dissipate the heat generated by the seal face. When wastewater enters the treatment facility, the solids content is approximately 0.1 percent.
As wastewater is processed through the plant, the solids content in the solids process stream increases. Typically, a clean water flush is used to keep particulate away from the sealing interface so the solids do not clog or disrupt the seal faces.
A clean water flush is almost always used with compression packing to keep solids from the packing shaft interface and to cool and lubricate the compression packing. Advances in environmental controls and secondary sealing devices play an important role in achieving reliable, long-term sealing and reducing the amount of clean flush water that is needed for sealing reliability.
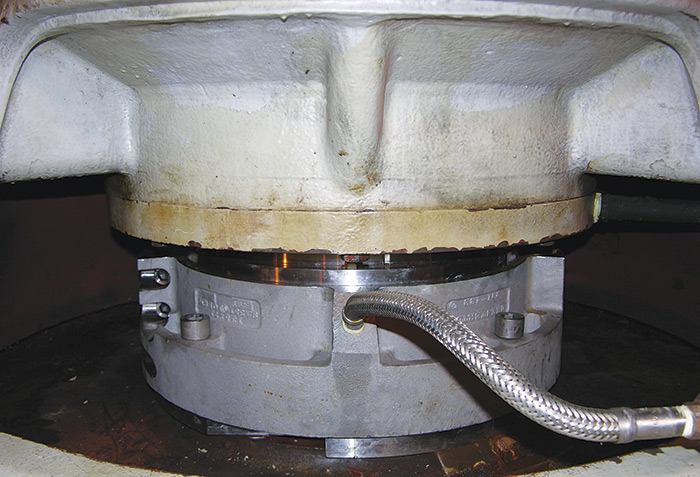 Image 3. Split seal installation and repair are completed without equipment disassembly, saving time and operating costs.
Image 3. Split seal installation and repair are completed without equipment disassembly, saving time and operating costs.Environmental Controls
Several factors will determine the optimal sealing system for a specific application, including the following:
- equipment conditions and operating parameters
- the physical properties of the process fluid
- sealing device type
- user preference
Large influent and effluent pumps move wastewater at approximately 0.1 percent solids to effluent that is relatively clean.
For pumps that are in good working order, sealing large influent or effluent pumps with split mechanical seals is a relatively simple process. A simple flush can be used to keep solids away from the seal faces. To reduce the amount of flush water that is added to the process stream, a simple restriction bushing is installed in the bottom of the stuffing box.
An environmental control device also can be used to remove solid materials from the stuffing box area to enhance seal reliability.
Environmental controllers are stationary devices that are installed between the sealing device and the process fluid. They use the energy of the rotating shaft to capture solids from the stuffing box and expel them back into the process stream.
These controllers are effective in keeping the fluid inside the stuffing box particulate-free, optimizing the environment surrounding the split mechanical seal. Because they are stationary devices, they do not normally wear and typically never need replacing.
The use of environmental controllers also can further reduce—or completely eliminate—the need for flush water. Eliminating flush water yields significant cost savings for facilities, covering the cost of filtering
or using potable water for the flush media and eliminating the addition of water into the wastewater treatment plant that will need to be processed through the plant.
Where flush capabilities are intermittent or suspect, environmental controllers can mitigate the problems associated with loss of flush water, such as reduced seal life or premature seal failure.
System Reliability
Advances in sealing technology and material science have expanded the sealing capabilities available for large-diameter split mechanical seals. Split mechanical seals are now a viable solution to seal large shafts on rotating equipment. The use of split seals on large process pumps can give treatment plants long-term reliable seal life, provided the pump equipment is in good operating condition and the users have a clear understanding of the process dynamics and operating parameters.
The proper use of environmental control plans and environmental controllers will improve sealing reliability by creating a clean, solids-free environment, eliminating conditions that adversely affect seal reliability and life.