


In my previous column, a plant engineer used a piping system model to determine why the facility’s large cooling water system was not operating properly. After building the piping system model to reflect the design of the installed piping system, the engineer discovered the installed system was not operating as described in the physical model.
This situation made the plant engineer question why the physical piping system was not operating as the piping system model. As stated in the article, the problem was that the throttle valves were fully open in all flow circuits.
This resulted in a flow rate through the entire system that exceeded the capacity of two cooling water pumps operating in parallel. As a result, the plant had to operate three pumps in parallel.
Rather than continue to run three pumps in parallel with higher flow rates through each circuit, the plant engineer decided to balance the system by positioning the throttle valve to achieve the design flow rate through each circuit.
Reviewing the system’s operation after balancing, the engineer discovered that two circuits within the system did not have sufficient flow rates to maintain the outlet temperature of the cooling load.
The immediate objective was to operate the plant to meet the production requirements, so the flow rate through the two problem circuits was increased.
Troubleshooting Heat Exchangers
The plant engineer was not completely satisfied with the result of increasing the flow rate through the two problem circuits. He questioned why the two circuits could not maintain the outlet temperature with the design flow rate. Two possible reasons for the difference arose:
- There were problems in the heat exchangers in the two circuits that were not operating as designed.
- The established engineering principles of heat transfer for some reason did not apply to these two heat exchangers within this particular system.
Because the same engineering principles apply to all heat exchanger operations, the plant engineer focused on the problem with the heat exchangers.
After talking with the heat exchanger manufacturer, the engineer discovered the system design data needed for sizing a heat exchanger. Figure 1 shows the various elements in a heat exchanger that will be used for this discussion.
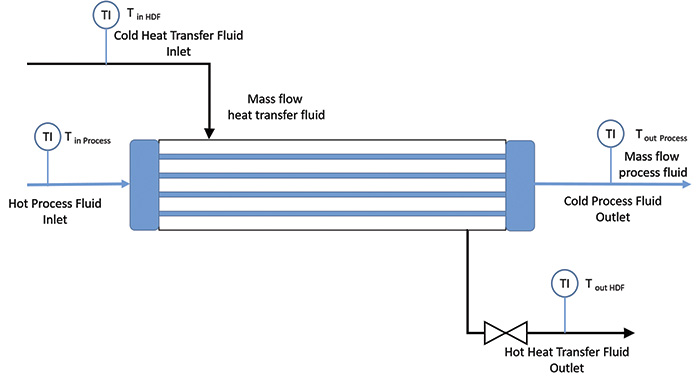 Figure 1. Schematic of a typical heat exchanger, showing how thermal energy is exchanged between the process fluid and the heat transfer fluid. The objective of the cooling circuit is to limit the flow rate of the heat transfer fluid to maintain the outlet of the process fluid to the required value. (Courtesy of the author)
Figure 1. Schematic of a typical heat exchanger, showing how thermal energy is exchanged between the process fluid and the heat transfer fluid. The objective of the cooling circuit is to limit the flow rate of the heat transfer fluid to maintain the outlet of the process fluid to the required value. (Courtesy of the author)The purpose of any heat exchanger is to transfer or exchange thermal energy from the primary side fluid to the secondary side fluid.
The first requirement for sizing a heat exchanger is to calculate the heat transfer rate needed by the process fluid. The heat transfer rate of the process system is a function of the process fluid’s mass flow rate, specific heat capacity and differential temperature. Equation 1 shows the process in detail.
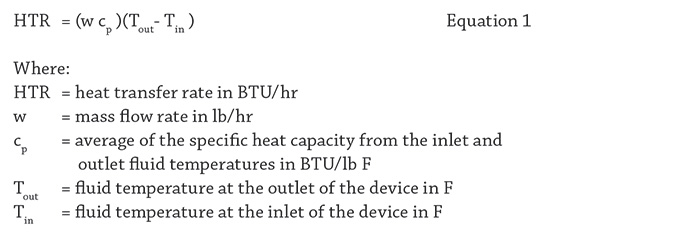
Like all types of energy, the thermal energy removed from the primary side must balance with the thermal energy added to the fluid in the secondary side. Incorporating this engineering principle, we can use Equation 1 to determine the requirements for the cooling water side to meet the heat transfer requirement of the primary side.
The heat transfer fluid on the secondary side is water, which provides the value for fluid specific heat capacity. When designing a cooling system, it is common practice to have a common design inlet temperature for the entire system. Also, the cooling water system is typically designed for a consistent temperature across each heat exchanger.
Knowing that the heat transfer rate for the heat exchanger’s process side and cooling side must be equal, we can use the secondary side temperature and the required heat transfer rate to determine the mass flow rate through the secondary side of the heat exchanger.
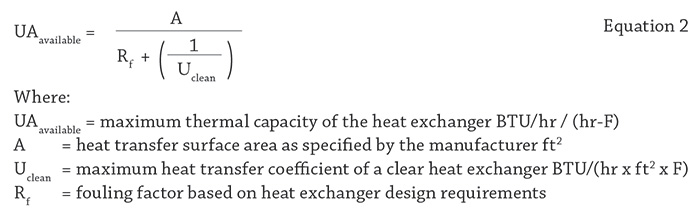
With this information, the manufacturer can provide a heat exchanger design to meet the system’s heat transfer rate. Without going through the engineering details of designing a heat exchanger, the manufacturer provided the plant engineer with the maximum thermal capacity available for the heat exchanger. The maximum thermal capacity available for a given heat exchanger is defined by the UAavailable.
Equation 2 shows the terms in the UAavailable consisting of the heat transfer surface area for the heat exchanger, the maximum heat transfer coefficient for the clean heat exchanger design and a specified fouling factor as determined by the user’s requirements (Rf).
In Equation 2, two terms can affect the heat exchanger’s operation. A leaking tube plugged into the heat exchanger will cause a reduction in tube surface area. Dirt, oil or mineral deposits fouling the heat exchanger tubes affect the heat’s ability to flow through the heat transfer tubes. The heat exchanger is designed with a given fouling factor Rf, and when this value is exceeded, the UAavailable for heat exchanger is reduced.
A reduction in the heat exchanger’s UA value will require a higher flow rate to transfer the same amount of heat.
The Problem’s Cause
Using this knowledge, the plant engineer looked into the problem with the two circuits with excessive flow. While checking the maintenance records of the two heat exchangers in question, he discovered that none of the internal tubes were plugged in, and, as a result, the surface area of the heat exchanger tube sheet was not affected.
The maintenance records also revealed that these heat exchangers had not been cleaned in more than three years. A work order was issued to clean the tube sheets during the next planned outage.
As demonstrated in this example, the piping system model can provide a wealth of accurate data of how the system should operate.
Using that information, the plant engineer was able to troubleshoot the operation of equipment that was not operating as originally designed.