


Q. What is a boiler feed booster pump, and why are they required in some power plants?
A. Large fossil fuel power plants use high pressure and temperature boiler feed systems, which generally require large or high speed boiler feed pumps with controlled-compression gasketed joints. This is accomplished by selecting pumps of either barrel (BB5) (see Figure 3.8) or ring-section (BB4) design.
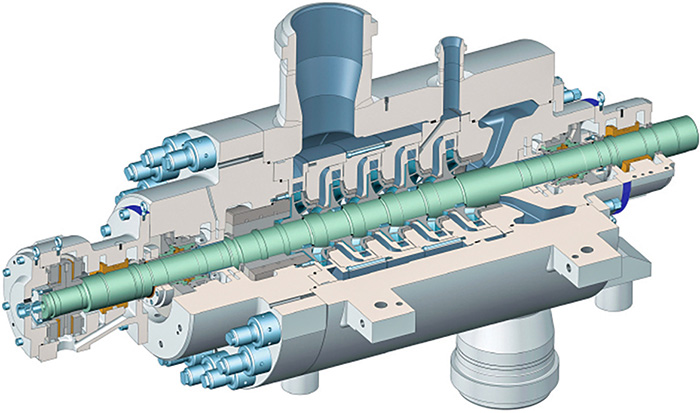 Figure 3.8. Boiler feed pump – BB5 Type. (Graphics courtesy of HI)
Figure 3.8. Boiler feed pump – BB5 Type. (Graphics courtesy of HI)Typically, this type of pump operates at high speed to develop the required head and, in this case, has a single suction first stage impeller. Both the high operating speed and single suction design increase the net positive suction head required (NPSHR) of the pump.
It is not unusual for the NPSH requirements of large, high-speed boiler feed pumps to be in excess of 60 meters (200 feet). Boiler feed pumps generally take suction from direct contact heaters, but it is typically not practical in design to have enough elevation between the heaters and boiler feed pump to meet the pump’s NPSHR.
Therefore, the suction pressure to the boiler feed pump is “boosted”to provide adequate suction pressure to the boiler feed pump(s) and limit cavitation. The suction pressure is increased by using low-speed booster pumps upstream of the boiler feed pumps since this is the most cost-effective method for supplying the NPSHR to the boiler feed pumps. Boiler feed booster pumps are generally BB1 or BB2 configuration (see Figure 3.9) that have single-stage, double suction design and operate typically at four-pole motor speeds. The double suction impeller and low speed reduce the NPSHR of this pump type to suite the system design. The NPSHR by the booster pumps is much lower than that required by the boiler feed pump it supplies.
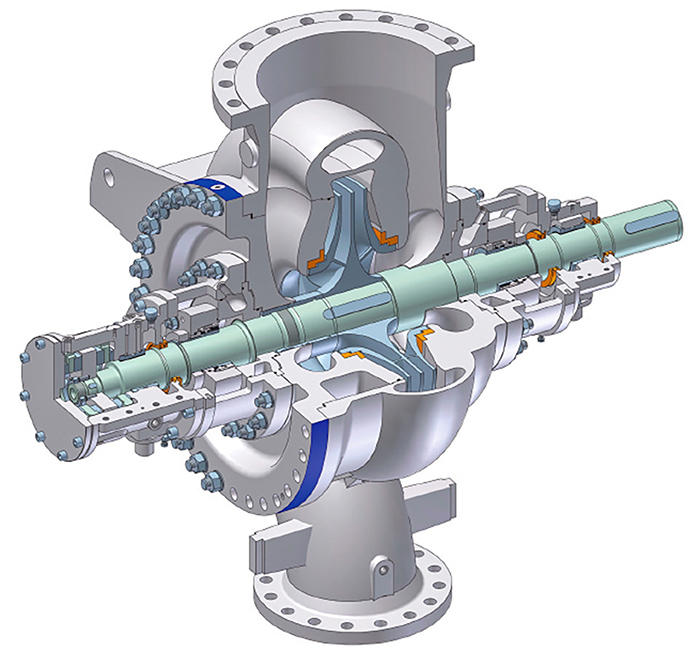 Figure 3.9 Boiler feed booster pump – BB2 Type
Figure 3.9 Boiler feed booster pump – BB2 TypeQ. How is the axial thrust of a boiler feed pump balanced so that the pump bearings are not overloaded?
A. A key factor in pump selection for demanding boiler feed service is rotor hydraulic axial balance. Two types of rotor construction need to be considered: in-line (tandem) impellers (see Figures 6.3 and 6.5) and opposed (back-to-back) impellers (see Figure 6.6). With in-line impellers, the hydraulic axial thrust (Fh) of the impellers is toward the suction and each stage increases the thrust toward the pump suction.
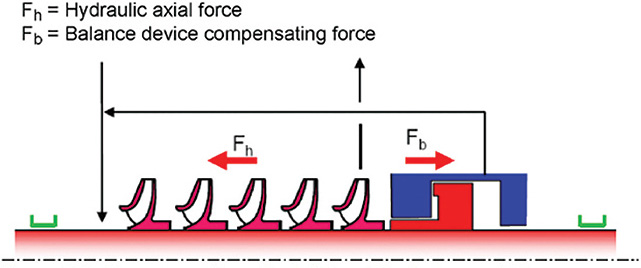 Figure 6.3. Compensation of axial thrust by balance disk.
Figure 6.3. Compensation of axial thrust by balance disk. The in-line impeller configuration usually counters the axial thrust toward the suction with a balancing device (Fb), either a balance disk or a balance drum, or sometimes a combination of both as depicted in Figure 6.3.
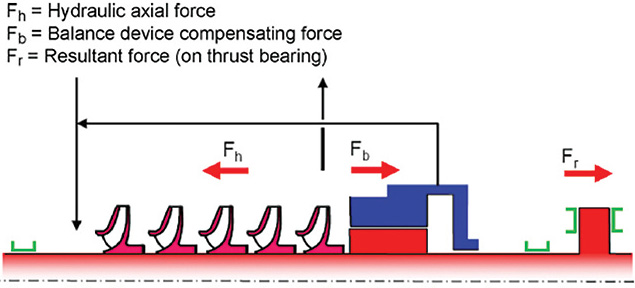 Figure 6.5. Compensation of axial thrust by balance drum and axial thrust bearing.
Figure 6.5. Compensation of axial thrust by balance drum and axial thrust bearing.The advantages of a balance disk design includes reduced internal recirculation (better volumetric efficiency) and the ability of the disk to compensate for wear and the amount of thrust that requires balancing. The disk is referred to as a self-compensating balancing device, and may exclude an axial thrust bearing in certain designs, thereby reducing initial cost and simplifying rotor construction and assembly.
 Figure 6.6. Opposed impeller design.
Figure 6.6. Opposed impeller design.The balance drum does not compensate for changes in thrust and typically exhibits more internal recirculation losses than a balance disk. A balance drum with radial clearance only may be used, and residual thrust compensated, with an axial thrust bearing (Fr). During starts, stops and transient operating conditions, the balance drum does not touch the balance drum liner.
The drum design is suited for boiler feed pumps with daily starts, stops and frequent load changes as typical of a combined-cycle power plant.
For the opposed impeller design, the suction of the impeller is opposed. Therefore, the axial thrust of the impellers is canceled by the opposing set. This type of configuration does not require a balancing device, which eliminates the volumetric efficiency loss associated. It is not possible to cancel the thrust precisely with opposed impellers, so a thrust bearing to handle the residual thrust is required.
Any changes in axial thrust over the pump’s lifetime due to wear in clearances will result in smaller residual thrust changes. This allows a smaller thrust bearing to be selected.
For more information on pump systems for power generation application, refer to Power Plant Pumps: Guideline for Application and Operation, www.pumps.org