


Electricity-generating power plants rely on high-pressure steam to drive turbines and create electricity. The water used to create the steam can contain minerals, so it is imperative to extract these to prevent them from being deposited on the turbine blades and corroding the steam circuit. To achieve these goals, power plants typically treat the condensate with ion exchange resins.
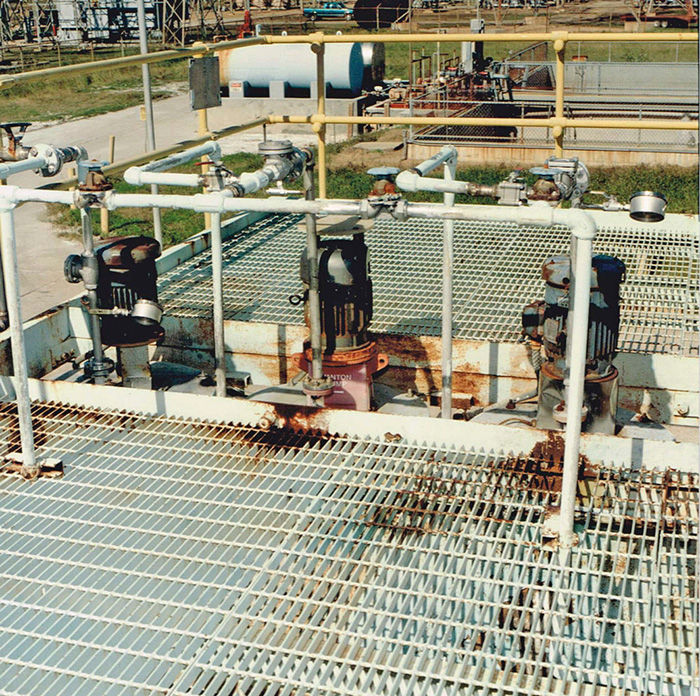 Image 1. This power plant's demineralization installation uses three acid pumps made of PVDF handling ambient sulfuric acid at 20 gpm against a 55-foot total dynamic head. The maintenance department replaced metal pumps that experienced chronic downtime due to corrosion. (Images courtesy of Vanton)
Image 1. This power plant's demineralization installation uses three acid pumps made of PVDF handling ambient sulfuric acid at 20 gpm against a 55-foot total dynamic head. The maintenance department replaced metal pumps that experienced chronic downtime due to corrosion. (Images courtesy of Vanton)As part of a cost-reduction and profitability program, management at a specific utility headquartered in the southern U.S. began a planned program of reducing maintenance costs through equipment upgrades. A significant part of the upgrade program involved reducing corrosion problems and boiler downtime associated with pumping acids and caustics needed to purify the water.
At the company's main power plant, water bills averaged $6,000 a month. Boiler water required 100,000 gallons per day, while another 25,000 gallons per day were needed for cooling, sealing, and regenerating and rinsing the resins. A demineralization system removes dissolved solids remaining in treated water. The utility uses sophisticated ion exchangers in the demineralization system because water flowing into the once-through boilers must be extremely pure. Removal of dissolved solids from the water prevents corrosion and scale problems.
 Image 2. The sulfuric acid and sodium hydroxide needed for the ion exchange purification process is stored in these large tanks outside the processing building.
Image 2. The sulfuric acid and sodium hydroxide needed for the ion exchange purification process is stored in these large tanks outside the processing building.
The ion exchange purification process is complicated, but one key parts involves regenerating a resin bed that strips mineral ions from effluent water and replaces them with hydrogen. Concentrated chemical solutions remove the depleted ions from the resin bed and replace them with hydrogen and hydroxyl ions.
 Image 3. This pump shows ribbed column construction, molded casing and impeller and a thick, sectioned thermoplastic sleeve that isolates the stainless steel shaft from fluid contact.
Image 3. This pump shows ribbed column construction, molded casing and impeller and a thick, sectioned thermoplastic sleeve that isolates the stainless steel shaft from fluid contact.Pump performance is critical to this operation. Handling various concentrations of sulfuric acid and sodium hydroxide creates contamination and corrosion problems, which result in high pump maintenance costs and excessive downtime. As part of the corporate cost-saving initiative, the maintenance group reviewed alternate chemical pump designs. The review prompted the maintenance superintendent to test a vertical centrifugal thermoplastic pump on the caustic system.
The selected pump needed to deliver 20 gallons per minute (gpm) of 50 percent caustic at 108 F against a 46-foot total dynamic head. To handle the task, the pump's casing, flanges, impeller, vertical column and cover plate were made of homogenous virgin polypropylene. The pump's 96-inch vertical shaft was isolated from the solution by a thick polypropylene sleeve, and a special shaft seal protected the bearing and motor from corrosive fumes.
Results of the test were positive, and a similar pump was installed on the acid tank. To handle the sulfuric acid, the material specified for the wetted end and the shaft seal was polyvinylidene fluoride (PVDF). The pump was required to deliver 20 gpm of acid at ambient temperatures against a 55-foot total dynamic head.
The sulfuric acid and sodium hydroxide required for the ion exchange purification process is stored in these large tanks outside the processing building. A concrete containment vault served to catch any spillage.
Because of the performance and service records of the two initial pumps, the plant\'92s maintenance manager decided to replace all six metal pumps with thermoplastic pumps manufactured to the same design specs as the test units.