


Many pump failure statistics compiled inside refineries and petrochemical plants point to mechanical seals as the pump system component that fails most frequently. The engineers and technicians assembling these data usually choose to stay silent. Regrettably, their plant managers often believe they have an unspecified competitive advantage by not releasing the data. Consulting engineers sign confidentiality agreements.
Current American Petroleum Institute (API) standards, however, have enabled the hydrocarbon processing and other industries to take large leaps in reliability improvement and downtime avoidance. For decades, these API standards have contained seal flush plans that allow users to specify and manufacturers to offer seal support systems that suit the specific requirements of a particular pumping service.
 Image 1. A CPRS engineer investigates pump upgrading opportunities (Courtesy of Hydro Middle East, Technopark, Dubai, UAE)
Image 1. A CPRS engineer investigates pump upgrading opportunities (Courtesy of Hydro Middle East, Technopark, Dubai, UAE)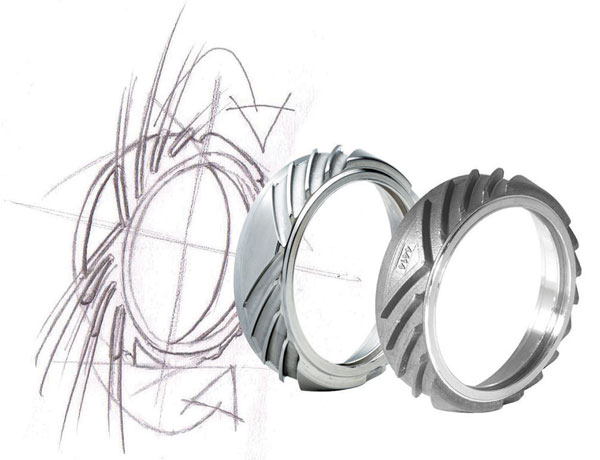 Figure 1. An innovative mechanical seal (left) incorporating a bi-directional tapered pumping device (right). (Courtesy of AESSEAL Rotherham, UK, and Knoxville, Tennessee, USA)
Figure 1. An innovative mechanical seal (left) incorporating a bi-directional tapered pumping device (right). (Courtesy of AESSEAL Rotherham, UK, and Knoxville, Tennessee, USA)In addition to evaluating the many important piping plans described in the API literature, seal upgrading is another valuable pursuit that is best coordinated with the component pump repair shop (CPRS). Figure 1 depicts a well-proven tapered pumping device that was first introduced nearly 10 years ago. Reliability engineers must become familiar with the merits of different seal flush plans. Figures 2 and 3 provide an example of changing from API Plan 21 to Plan 23.
In fluid machinery operating with higher-temperature media, single seals often require cooling for reliable long-term service. In many services, this cooling may be needed to improve the temperature margin to vapor formation or to meet the temperature limitations of certain secondary sealing elements (such as O-rings) that were chosen based on life cycle, polymerization, coke formation or even chemical resistance criteria. In services where the seal temperature environment must be controlled, both piping plans (API Plans 21 and 23) are commonly used, but one may save energy while the other will not.
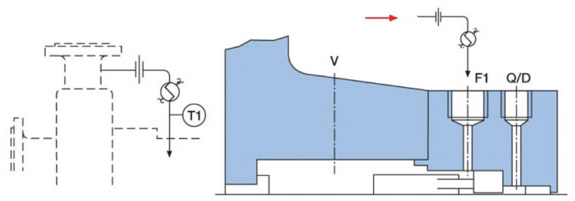 Figure 2. Seal Flush Plan 21—product recirculation from discharge through orifice and heat exchanger (Courtesy of AESSEAL)
Figure 2. Seal Flush Plan 21—product recirculation from discharge through orifice and heat exchanger (Courtesy of AESSEAL)Calculations on the seal plans depicted in Figures 2 and 3 illustrate the efficiency difference between two "process side" flush piping plans.
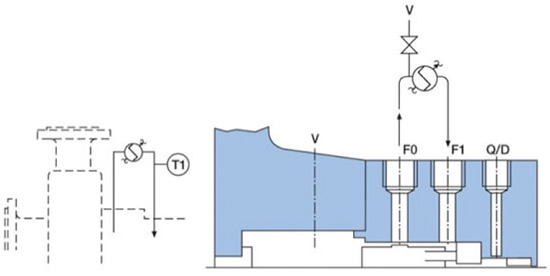 Figure 3. Seal Flush Plan 23—product recirculation from seal chamber through heat exchanger and back to seal chamber (Courtesy of AESSEAL)
Figure 3. Seal Flush Plan 23—product recirculation from seal chamber through heat exchanger and back to seal chamber (Courtesy of AESSEAL)These calculations involved a closely monitored boiler feedwater application in a modern combined heat and power (CHP) plant at a paper recycling mill. Operating at 160 C (320 F) and a seal chamber pressure of 8 barg, the example examines pumps originally fitted with a traditional 85 millimeter (mm) diameter seal. The seal faces received some cooling from the original API Plan 21 configuration (see Figure 2). The service life of the seal, however, was less than 12 months. This unsatisfactory seal life was attributed to heat exchanger fouling. Computer simulations indicated that, with Plan 21, the seal would be operating with a seal chamber temperature of 108 C (226 F) and with an exchanger heat load in excess of 14 kilowatts (kW).
Using the same basic operating parameters, a modern mechanical seal equipped with the bi-directional pumping device shown in Figure 1 and arranged per API Plan 23 (see Figure 3) yielded significant efficiency improvements. The seal chamber temperature was decreased from 108 C to 47 C. The heat exchanger load fell to 1.9 kW—less than 14 percent of the original Plan 21 system. The annual power savings proved sizeable. Switching to Plan 23 and not having to contend with heat exchanger fouling eliminated recurring maintenance expenses.
A Management Critique
Equipment failures that could be avoided often persist because of human error. Plants lack the investment in education, personnel, tools and time necessary for preventing these mistakes.
Large-scale investments in predictive maintenance devices and tools are often left idle or cannot be used because plant staff members have not been trained, mentored or taught to interpret data. For example, many end users who use computerized maintenance management systems (CMMS) are still reporting inadequate information such as "bearing replaced," "bearing failed" or "bearing repaired" instead of "bearing failed because of loose oil ring abraded, and brass chips contaminated the lube oil. Corrections made by upgrading to a clamped-on flinger disc." Facilities must practice failure analysis by taking remedial action instead of merely replacing parts.
People in authority often make wrong decisions. As an example, they require employees to standardize on just one type of lubricant, to buy critical machinery and components from the lowest bidder, to procure replacement parts without linking them to a well-thought-out specification, or to stock parts without first thoroughly inspecting them for dimensional and material-related accuracy or specification compliance.
Random failures demand that good options be readily available. Reliability engineers often try to make their responsible supply chain staff or purchasing departments understand that it is impossible for the maintenance department to plan and accurately predict spare parts demand. This is because a major proportion of equipment and systems fail randomly. A good example of parts that should be readily available is rolling element bearings in all industries worldwide.
According to a bearing manufacturer's statistics, 91 percent of bearings fail before they reach the end of their conservatively estimated design lives.
Only 9 percent reach the end of design life. The millions that prematurely fail each year can all be slotted in one or more of the seven basic failure categories:
- operator error
- design oversights
- maintenance mistakes
- fabrication/processing defects
- assembly/installation error
- material defects
- operation under unintended conditions
Because of the randomness of failures in process plants that are not adhering to true best practices, it is necessary to have certain parts in stock. Some theoreticians extrapolate widely from data that apply to predictable wear-out failures.
What transpires in hydrocarbon processing facilities, however, is a function of numerous variables, most of which pertain to human error. As a result, spare parts predictions determined from mathematical models are often inaccurate. Instead, reasonable specifics are a function of several factors including equipment type, geographic location and skill levels of workforce members. For decades, the industry has understood that relevant answers require auditing or reviewing a particular local situation.
The following statistics for oil and petrochemical plants are helpful for understanding the importance of proper training and tools needed for predictive maintenance:
- 25 percent of all failures are preventable but not prevented.
- 15 percent of all failures are predictable but not predicted.
- 20 percent of all failures are predicted but not acted upon to undertake repair.
- 25 percent of all failures are predicted, with machines stopped to do repairs.
- 15 percent of all failures are neither preventable nor predictable.
While these statistics were generated 35 years ago and certain advancements have been made since the early 1990s, some of today's probable statistics are still close to the ones published three decades ago.
Some definitions or updated numbers, however, may be helpful.
- 25 percent of all failures are preventable but not prevented because of arbitrary decisions that are simply not rooted in knowledge and experience. For example, "use the cheap oil" may overlook the fact that the cheap oil lacks demulsifiers or anti-foaming agents.
- 15 percent of all failures are predictable but not predicted. For example, the random appearance of "black oil" is attributable to O-ring degradation of a certain style of bearing protector seal. The bearings will soon fail, but nobody has read the books and articles that describe the occurrence. (The occurrence should be linked to a certain risky design feature on a widely used product.)
- 20 percent of all failures are predicted, but operation is not stopped to undertake repair. Chances are that someone in authority overruled an expert who asked for a shutdown when vibration increased beyond a safe level.
- 25 percent of all failures are predicted, and equipment is shut down for repair. While this is good, the organization's energy is funneled into restorative maintenance efforts instead of proactive upgrade efforts that would prevent failures in the first place. Prevention is better than spending money for restoration.
- Only an estimated 1 percent of all failures are neither preventable nor predictable. As of 2010, this number was updated. Humans make the decision to build cities in earthquake zones—either with suitable building codes or by disregarding them. Strong levies can be built or not built, maintained or not. Still, some machines might fail because a neighboring pressure vessel exploded or a fire in another unit spreads. These may indeed fit the estimated "neither preventable nor predictable" 1 percent category. The remaining estimated 14 percent belong in the other categories.
Regarding spare parts, be informed about the supply capabilities of original equipment manufacturers (OEMs) and be familiar with the competence and response times offered by leading non-OEM vendors. The best of these non-OEMs both repair and systematically upgrade machines during a maintenance or downtime event (see Image 1).
Being on their mailing list for relevant bulletins and inviting them to explain their reverse-engineering and pump upgrading capabilities will prove even more helpful in cases where upgraded spare parts cannot be quickly obtained from the OEM.
Reliability professionals must understand that the definition of intelligent spare parts involves many parties. They must explain to managers what represents best practice and encourage the "vested interest folks" to read and to acquire knowledge. Expect strong push-back when trying to inculcate zero tolerance for deviations from best practice at every level in an organization. Attempting to substitute accountability for indifference may be a challenge, but it is a small price to pay for avoiding a great number of unexpected and potentially unpleasant outcomes.