


Answers to the industry's pressing technical and management questions
Q. When purchasing new rotodynamic pumps, what type of acceptance testing is recommended?
A. Purchasers of rotodynamic pumps should specify acceptance testing that will verify the rate of flow, head produced and power required. The costs of acceptance tests and special tests should be clearly stated in the contract. Specifying tighter acceptance tolerances can lead to higher testing costs and increased lead times. When NPSH testing is specified, test costs will be higher because the tested pump must undergo a different and more time-consuming test, often performed with a different test set-up requiring additional assembly and tear-down time.
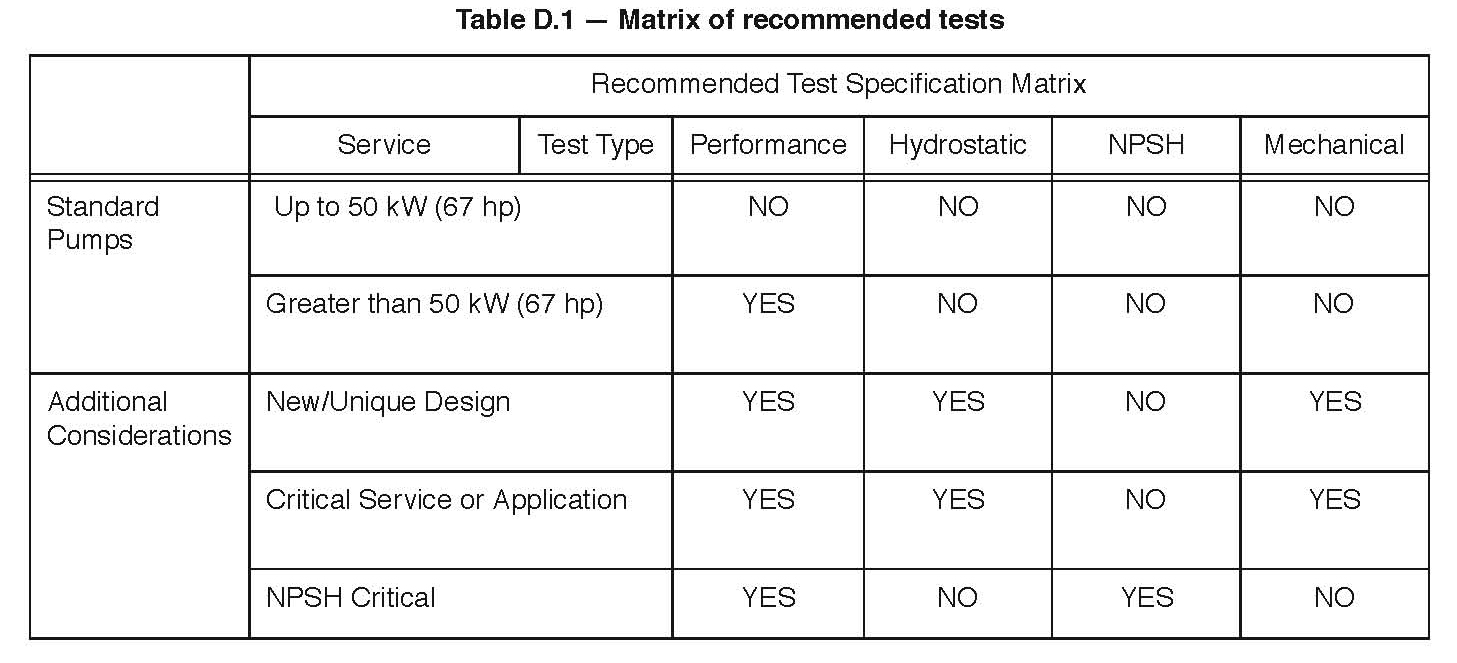 |
| Figure 1. Recommended tests for different pumps and services |
For reduced tolerance bandwidth, tighter manufacturing tolerances are required, which adds cost and increases delivery time. Sand-cast molds are the least expensive but have the greatest tolerance. Investment casting techniques will provide superior surface finish and most consistent dimensions.
Molding equipment expense for an investment casting may be two to four times greater than a sand casting mold. A high production volume is needed to justify the additional expense of this equipment. Many hours of hand labor may be required to produce sand castings to tight, repeatable tolerances.
Machining parts to closer tolerances can increase the labor cost by 50 percent and increase the time to manufacture the part to the required tolerances. Reduced tolerances increases costs because of the additional care required during production and the potential of an increased scrap rate. The impeller may need to be hand-worked to obtain the required performance. Impellers must be axially positioned for optimum alignment with the casing to produce the required head and high efficiency.
Figure 1 should be used as a guideline. For normally manufactured pumps, users may consider a certificate of compliance instead of actual testing.
Q. What is a string test, and when should it be specified?
A. Generating a pump curve requires measuring the rate of flow, head and power. From this information, the pump efficiency can be calculated. The pump curve efficiency is typically related to the shaft input power. The published efficiency is the hydraulic power produced by the pump divided by the mechanical input power to the pump shaft. The efficiency published is only that of the pump. From a testing standpoint, the most accurate way to obtain the power data is by direct measurement of the shaft torque and rpm. This is done using a torque transducer and a tachometer. These values are used when calculating the power input to the pump.
A less accurate method, but one that may be specified, is a string test using the complete assembly—the motor, pump and drive (for example, gearbox, belt drive, etc.). The accuracy of this test will be lower than when the pump alone is tested. In this instance, the power measured is the input power to the motor. The input power to the pump shaft is calculated by using the published motor and drive efficiencies. Since these efficiencies are not known precisely, this method is less accurate.
When a VFD is used as part of the string, it becomes difficult to obtain an accurate value of input power to the pump shaft. A wattmeter cannot accurately measure the power from the VFD to the motor because of the VFD's nonsinusoidal waveform. A wattmeter can measure the input power to the VFD. However when the input power to the VFD is measured, the efficiency of the VFD must be known to calculate VFD output power to the motor. This information may be available, but it adds another degree of error since the motor efficiency will change due to the nonsinusoidal waveform of the output power from the VFD. (Although many VFDs provide a measurement of output power, the value of this measurement is only approximate and not accurate enough for acceptance testing. This reading does not consider the reduction in motor efficiency when operated on VFD power.)
A string test with a VFD may be required if the customer specifies that the VFD be used for the string test. It may also be required when the customer wishes to have curves at a number of speeds. In both cases, the suggested procedure is to conduct one test without the VFD, running the motor directly across the line. This allows a complete head-capacity-efficiency curve to be produced at nominal speed. The VFD can then be connected to the motor, and head-capacity curves can be produced at the required speeds without any power data measurement.
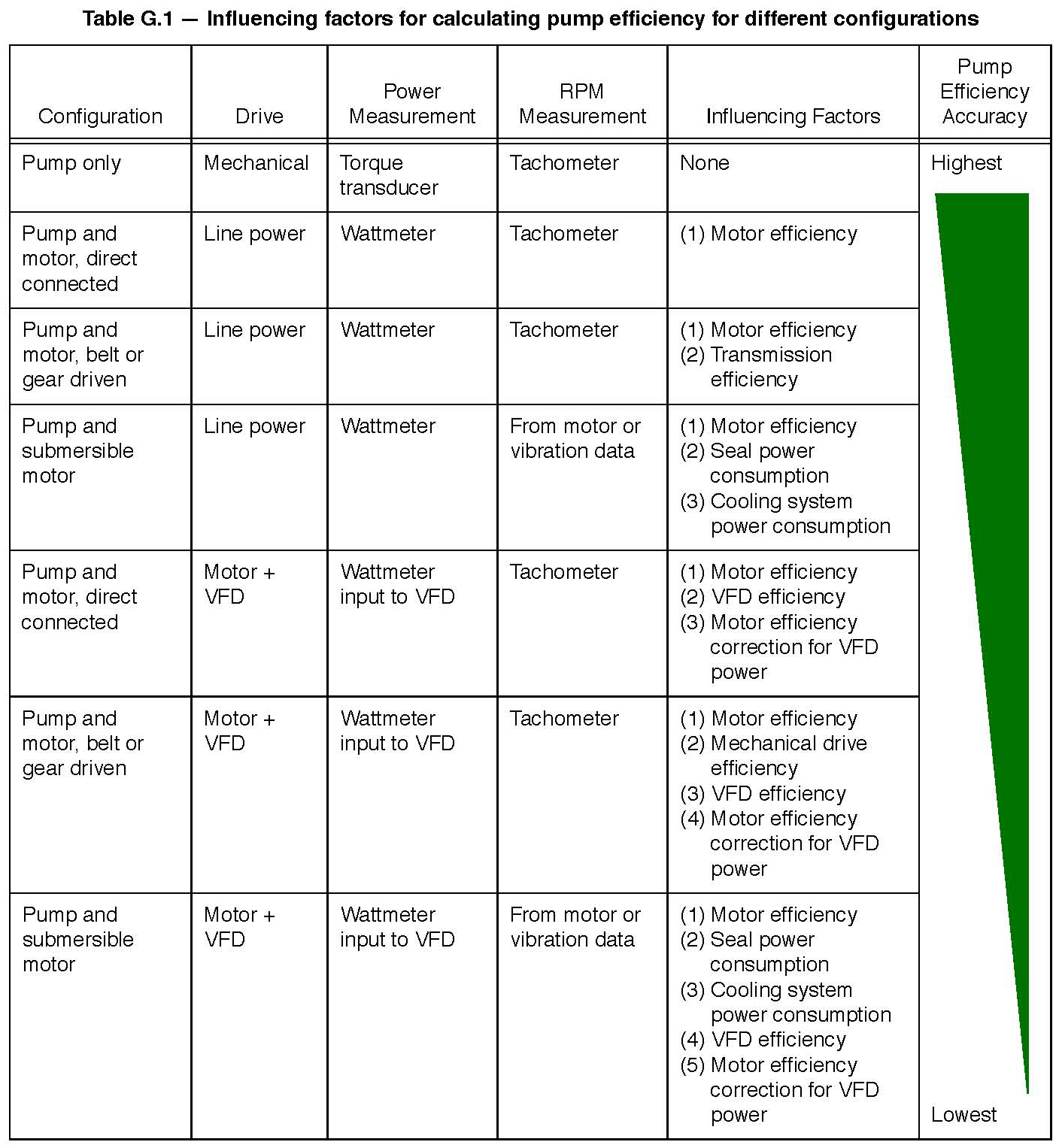 |
| Figure 2. Influencing factors for calculating pump efficiency for different configurations. |
Figure 2 contains the factors needed to calculate pump efficiency for different configurations. A string test cannot measure the efficiency of an engine-driven pump. In this case, the pump would need to be tested separately if accurate shaft power measurements are required. The pump manufacturer's curves often only provide the end user with the required power at the pump input shaft. Further investigation may reveal that this information is provided with the pump being sealed by packing, not mechanical seals, which may absorb additional power. From an energy consumption standpoint, these data do not provide the user with the true cost to operate the pump.
Wire-to-water efficiency and power consumption curves are more useful but are rarely requested. Wire-to-water performance can be measured with all the configurations in Figure 2 by placing a wattmeter at the input to the motor or VFD. These data will allow the end user to know the true power consumption of the pump system and evaluate the true operating cost.