
01/29/2013
Q. How does axial thrust compare among different impeller types for a rotodynamic vertical pump? A. The net axial downthrust force is carried by the pump shaft. The shaft will stretch, or elongate, under this load. Before the pump starts up, any stretch that occurs is due to rotor weight, the sum of the static forces. The thrust load will increase after the pump starts up due to the addition of the dynamic forces. The dynamic forces creating thrust on a vertical turbine pump enclosed impeller (see Figure 2.3.3.2.3a) are due to the difference in pressure distributions on the upper and lower shrouds along with the force from the change in momentum of the flow through the impeller.
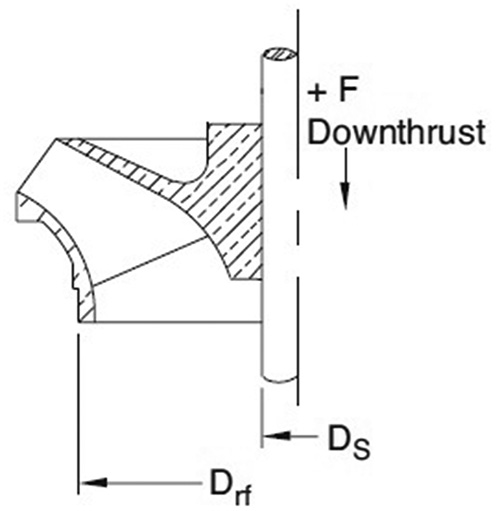 Figure 2.3.3.2.3a. Enclosed impeller plain top shroud
Figure 2.3.3.2.3a. Enclosed impeller plain top shroud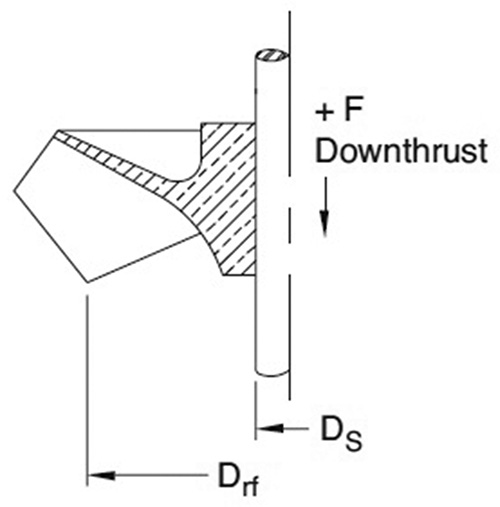 Figure 2.3.3.2.3b. Semi-open impeller
Figure 2.3.3.2.3b. Semi-open impeller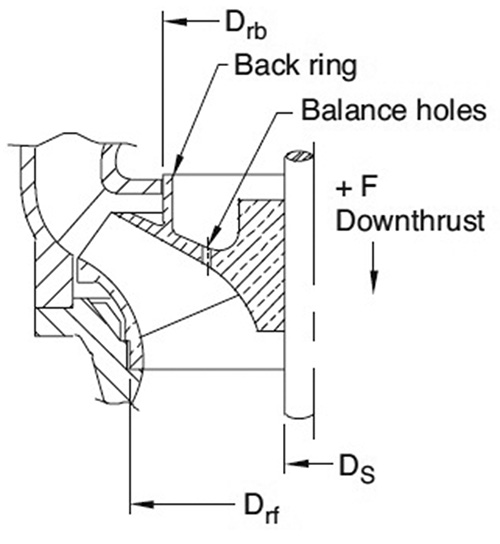 Figure 2.3.3.2.3c. Enclosed impeller with back ring and balance holes
Figure 2.3.3.2.3c. Enclosed impeller with back ring and balance holes- A 5 percent reduction in the rate of flow at constant differential pressure and speed
- A 5 percent reduction in power consumption at constant differential pressure and speed
- The inability to maintain a stable differential pressure
- The onset of loud or erratic noise when these criteria are previously agreed on by all parties
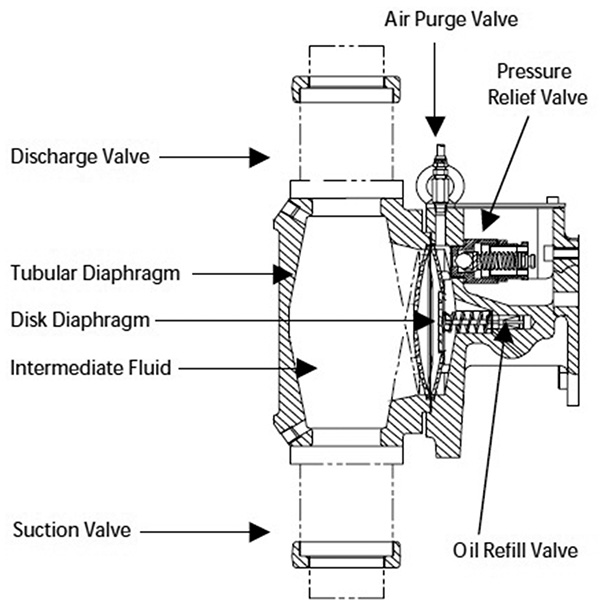 Figure 7.6. Hydraulic tubular diaphragm
Figure 7.6. Hydraulic tubular diaphragm