
The material stands up to pump upsets such as cavitation and dry running.
09/12/2014
Minimizing pump downtime directly affects the bottom line. Sealless mag-drive and canned-motor pumps, commonplace in the petrochemical and power industries, enhance reliability and reduce emissions and leakage compared with more traditional “sealed” pumps. The choice between sealless and sealed pumps often involves savings in both time and money. Making the right choice can also affect the overall health and reliability of operations.
Bearing Material Limitations
Sealless pumps use sleeve bearings typically machined from carbon graphite or sintered silicon carbide (SiC). The hardness of these materials allows them to withstand wear during the pumping of aggregate solid media. However, the limited dry-running performance of carbon graphite relegates its use to systems with minimal loads and constant lubrication. SiC bearings have excellent tribological performance, wear resistance and chemical resistance, but suffer from catastrophic brittle fractures. The bearings cannot absorb the shocks and vibrations encountered during pump upset conditions. Both carbon graphite and SiC are vulnerable to thermal and mechanical shock, leading to fracture and ultimately bearing failure. Carbon graphite and SiC bearings operate well during steady-state pump operating conditions, but are prone to catastrophic failure within modest pump upset conditions. During a catastrophic bearing failure, shards of high-hardness ceramic can lead to total pump failure. The failure results in significant downtime and financial burden.High-Performance Ceramic Compound
A ceramic matrix composite (CMC) was developed to address the shortcomings of monolithic bearing materials. The high-performance compound is engineered to have similar corrosion protection and comparable wear characteristics compared with monolithic SiC ceramics. The composite displayed greater fracture resistance, tunable surface hardness and thermal and electrical conductivity control. The CMC is composed of a fiber-reinforced material with either a silicon oxycarbide or silicon carbide matrix. Surface, bulk and tribological properties can be tuned through fillers and fiber surface treatments, tailoring the engineered material to specific applications. For example, the composite’s low thermal expansion coefficient can be controlled by modifying bulk crystallinity, internal fiber type and fiber architecture. In a bearing application, the modified engineering material can be used in direct contact with stainless steel shafts, mitigating the need for metallic tolerance rings to create an interference fit. Engineers at the JX Nippon Chemical Texas Inc. in Pasadena, Texas, worked with providers to perform testing on CMC bearings reinforced with carbon fiber. The company wanted to reduce downtime from regular replacement of OEM monolithic carbon graphite bearings. The bearing regularly failed because of vibration fractures during cavitation and/or dry-run conditions. JX Nippon’s engineers believe the CMC’s thermal and mechanical fracture resistances would increase bearing resiliency during pump upset conditions.Four Stages of Testing
An internal-circulation Teikoku USA Inc. G-362 canned-motor pump from Warminster, Pennsylvania, with a Stellite 1 coated rotating shaft served as the test equipment (see Figure 1). The process fluid was an ambient aromatic hydrocarbon with a viscosity of 3.0 centipoise (cP) and a discharge pressure of 100 pounds per square inch (psig). The test’s CMC bearing assemblies were supplied per the manufacturing drawing and consisted of a machined CMC core heat-pressed and pinned in a steel carrier (see Figure 2).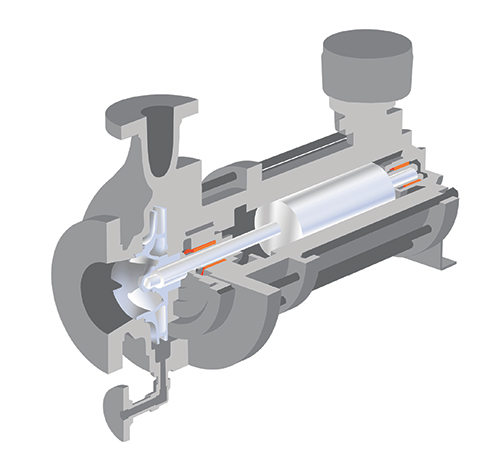 Figure 1. Canned-motor pump with ceramic matrix composite bearings in orange. (Article graphics courtesy of Lancer Systems.)
Figure 1. Canned-motor pump with ceramic matrix composite bearings in orange. (Article graphics courtesy of Lancer Systems.)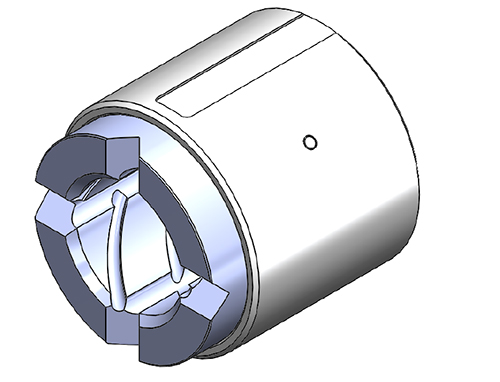 Figure 2. Ceramic matrix composite bearing and pinned steel carrier assembly
Figure 2. Ceramic matrix composite bearing and pinned steel carrier assemblyCavitation & Dry-Run Capabilities
Table 1 shows the results of the four-stage test. The first two stages of the test ensured the CMC bearings would perform functionally under normal working conditions. No noticeable wear occurred on the steel carrier OD or the CMC ID after the 30-day test, comparable to the OEM bearing and in line with performance expectations. The third stage monitored the effects of repeated cavitation on the CMC bearings, a known point of failure for the OEM bearings. While the front and rear steel carrier had worn by 0.001 inch, neither CMC bearing displayed measurable wear or structural instability. These results were in line with the clearance measurement, which showed only a 0.001-inch growth.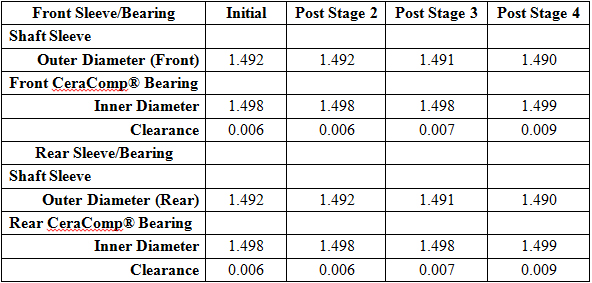 Table 1. Four-stage testing results involving ceramic composite matrix bearings and shaft sleeves. (Article graphics courtesy of Lancer Systems.)
Table 1. Four-stage testing results involving ceramic composite matrix bearings and shaft sleeves. (Article graphics courtesy of Lancer Systems.) Figure 3. Structurally intact ceramic matrix composite bearing after four-stage testing and pump disassembly
Figure 3. Structurally intact ceramic matrix composite bearing after four-stage testing and pump disassembly