

The food and beverage industry operates under strict quality and hygiene standards, requiring advanced equipment that ensures safe, efficient and precise processing. As global demand for high-quality food products grows, manufacturers must adopt technologies that offer consistency, reliability and sustainability. Among the critical components of production lines, pumps play a central role in transferring liquids, semisolids and highly viscous materials while maintaining product integrity.
Positive displacement (PD) pumps are often preferred in these applications due to their ability to handle shear-sensitive and high-viscosity products while maintaining a constant flow rate. Among PD pump designs, eccentric disc pumps stand out for their ability to offer precision, efficiency and enhanced product recovery. These attributes make them a good option for food and beverage applications, ranging from dairy and confectionery to sauces, edible oils and carbonated beverages.
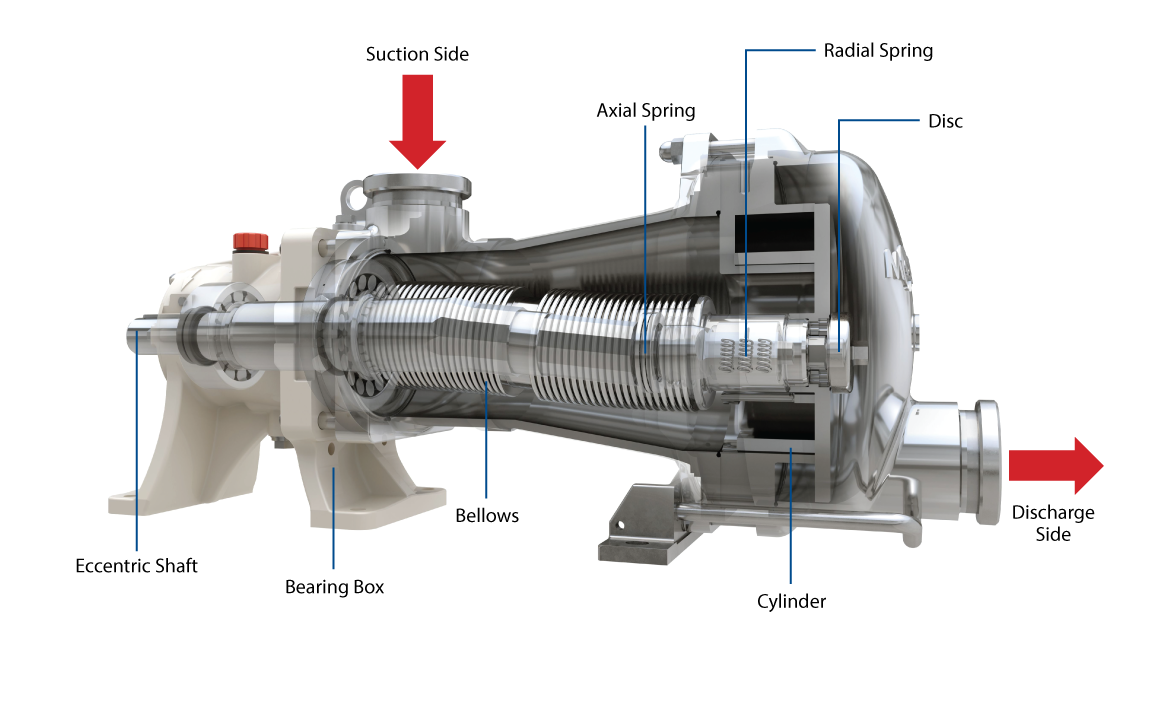
Eccentric disc pumps consist of a pumping element mounted on an eccentric shaft inside a cylindrical chamber. As the shaft rotates, the disc moves in a circular motion, forming progressively expanding and contracting chambers. This action enables precise fluid displacement, drawing the product into the pump at the intake port and gently pushing it out through the discharge port.
This method ensures a pulse-free, constant flow, which is crucial for processes requiring accuracy in dosing, metering and blending. Additionally, instead of relying on high speeds to generate flow, eccentric disc pumps can maintain their performance across a wide range of viscosities and pressures without compromising efficiency.
An added advantage is the availability of sealless models, which eliminate potential leakage points and enhance sanitary compliance—an essential factor in food and beverage processing.
Eccentric Disc Pumps in Food Processing
Eccentric disc pumps offer many benefits that directly address the challenges faced by manufacturers:
1. Uninterrupted, consistent flow: The core advantage of eccentric disc pumps is their ability to deliver a continuous, pulse-free flow, regardless of variations in viscosity or pressure. This makes them ideal for precision-based applications such as dosing flavorings, transferring syrups or metering dairy formulations. The steady flow rate helps manufacturers optimize production, reduce downtime and maintain consistency in product quality.
2. Suction and run dry capability: Eccentric disc pumps feature strong suction capabilities and can run dry for short periods without damage. This makes them highly effective in handling viscous substances such as chocolate, honey and fruit concentrates. Their ability to manage thick materials efficiently reduces product loss and enhances operational productivity.
3. Product recovery and waste reduction: One of the most cost-saving features of eccentric disc pumps is their near-complete product recovery ability. With tight internal tolerances and a near-perfect displacement mechanism, these pumps can extract almost all remaining products from pipelines, minimizing waste and maximizing yield. This is particularly beneficial in industries that deal with high-value ingredients, such as dairy and premium beverages, where every drop matters. By preventing product loss, manufacturers can improve profit margins while simultaneously reducing environmental impact.
4. Gentle handling of shear-sensitive products: Many food and beverage products, such as creams, emulsions and probiotic beverages, require gentle handling to maintain their structure and quality. Unlike centrifugal or gear pumps, which create turbulence and can degrade sensitive products, eccentric disc pumps operate with minimal shear force. This makes them an excellent choice for preserving the texture and stability of high-quality food products, ensuring they reach consumers in their intended form.
5. Sanitary design and easy cleaning: Food-grade equipment must comply with strict hygiene standards, such as 3-A, European Hygienic Engineering and Design Group (EHEDG) and Food and Drug Administration (FDA) regulations. Eccentric disc pumps are designed with self-draining capabilities and smooth internal surfaces, making them highly compatible with clean-in-place (CIP) procedures.
Additionally, some models allow quick disassembly, enabling cleaning-out-of-place (COP) for thorough sanitation. The ease of cleaning and maintenance reduces downtime and ensures compliance with food safety regulations.
Applications Across the Food & Beverage Industry
Eccentric disc pumps are used across various food and beverage processing sectors. Their ability to handle different viscosities, from thin juices to thick syrups, makes them a go-to solution for multiple applications.
- Dairy processing: Dairy products, such as cream, yogurt and cheese curds, require careful handling to preserve texture and prevent separation. Eccentric disc pumps provide a smooth, pulsation-free transfer, ensuring that these delicate products remain intact throughout processing. Their high product recovery rates are also beneficial in reducing waste, allowing dairy producers to save costs while improving efficiency.
- Beverage production: Whether transferring fruit juices, syrups, concentrates or carbonated drinks, consistency is crucial in beverage processing. The precise flow control of eccentric disc pumps guarantees accurate blending, dosing and filling, leading to uniform product quality and reduced ingredient waste. Their sanitary design further enhances safety, minimizing contamination risks in sensitive beverage formulations.
- Confectionery and chocolate processing: Handling high-viscosity substances such as melted chocolate, caramel and glucose syrup can be challenging. The self-priming capability and strong suction performance of eccentric disc pumps enable efficient transfer of these thick materials, minimizing residue buildup and reducing cleaning time.
- Sauces, dressings and condiments: Mayonnaise, ketchup and salad dressings require gentle pumping action to maintain their emulsified consistency. Eccentric disc pumps excel in these applications, ensuring that thick and shear-sensitive products retain their structure throughout production.
- Edible oils and fats: Eccentric disc pumps are widely used in transferring edible oils and fats, whether in bulk transport or precision dosing applications.
![IMAGE 2: Eccentric disc food grade transfer pump for hygienic applications requiring high flow rates (up to 70 cubic meters per hour [m3/h] (300 gallons per minute [gpm]), 10 bar (145 pounds per square inch [psi]).](/sites/default/files/15353/Mouvex_1025_IMG2.jpg)
![IMAGE 3: Eccentric disc pump for continuous dosing with low flow rate (below 800 liters per hour [l/h] [3.5 gpm])](/sites/default/files/15353/Mouvex%20Micro%20C%20Series.png)
![IMAGE 4: Eccentric disc pump for sanitary applications with COP, requiring quick and easy dismantling (up to 12 m3/h [52 gpm])](/sites/default/files/15353/Mouvex_1025_IMG4.jpg)
Sustainability & Energy Efficiency
Beyond performance advantages, these pumps contribute to sustainability initiatives within the food and beverage industry. Their design and operational efficiency align with the growing emphasis on sustainability and resource optimization.
- Reduced waste: The high product recovery rate minimizes material loss, enhancing yield efficiency and lowering disposal costs.
- Lower energy consumption: Eccentric disc pumps operate efficiently at lower speeds, reducing energy consumption compared to some pump technologies that require high operating speeds.
- Less water and cleaning agent usage: CIP compatibility and the self-draining design decrease the need for excessive water and detergent during cleaning cycles.
Eccentric disc pumps can be a versatile and sustainable solution in many food and beverage applications. With growing emphasis on resource efficiency and product quality, the adoption of advanced pumping technologies like eccentric disc pumps will play a vital role in shaping the future of the industry.
For more on eccentric disc pumps, visit pumpsandsystems.com/tags/eccentric-disc-pumps.
