

Compressors and vacuum pumps depend on lubricants as a vital component of the equipment, regardless of their mechanical design.
In addition to protecting the internal components by reducing friction and wear, these fluids also dissipate heat, control contamination, prevent corrosion and enhance system sealing to maintain pressure. While there are functional differences between vacuum pumps and compressors to maximize efficiency for their respective purposes, they generally operate in reverse fashion to each other. Compressors increase the pressure of a constituent by reducing the volume that it occupies, whereas vacuum pumps decrease the pressure of the system to effectively create a vacuum. Due to compressors and vacuum pumps having similar yet opposite functionalities, the lubricants that protect both are often similar in composition.
Air compressors convert the potential energy of air stored under pressure to operate air-powered equipment in manufacturing environments. Similarly, vacuum pumps are typically used to extract air for sealing packaging or to aid in positioning materials. Aside from manufacturing, compressors and vacuum pumps are often used in the pharmaceutical industry, the oil and gas industry and the food and beverage industry. Keeping pumps and compressors operating efficiently reduces downtime, and supply chain disruptions. Choosing the correct lubricant chemistry for a given application can maximize fluid service life, reducing maintenance intervals.
Chemistry Selection
The base oil and additive chemistries of the lubricant selected for use in a compressor or vacuum pump application are of utmost importance when looking to extend fluid service life. Initially, lubricant selection should revolve around the specific design of the compressor or vacuum pump.
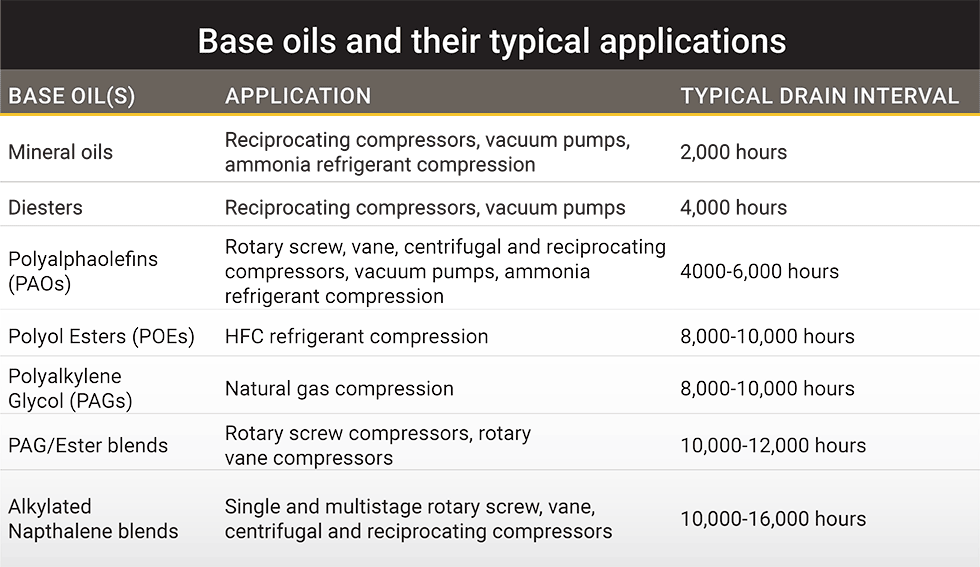
Most OEMs of this equipment have their own recommendations. These could be based on an approved list of products they have qualified or their own supply of branded fluid compatible with specific equipment models. Additionally, certain mechanical designs perform well with specific base fluid chemistries; a well-known example of this is synthetic polyalkylene glycol (PAG)/ester blends that are commonly factory-filled in rotary screw compressors.
Synthetic compressor lubricants, like those based on synthetic esters, polyalphaolefins (PAOs) or PAGs, tend to offer an inherently longer service life compared to those based on mineral oils, so despite the initial trade-off of higher price, the reduced maintenance and oil consumption will likely produce significant overall cost savings.
Consideration should also be made regarding the seal materials used in the compressor or vacuum pump. Certain base oils are not recommended for use with certain seal materials due to chemical interactions. These interactions can cause seals to swell, shrink, soften or even crack. There are industry-standard charts available online for reference, but it is always best to check with the manufacturer before switching lubricants to ensure the base fluid chemistry is compatible with whichever seal materials may be present in the equipment.
Additives provide further enhancements to the base performance of quality lubricants, increasing drain interval and improving equipment life expectancy, which ultimately reduces maintenance. Vacuum pump fluids that are minimally additized are typically recommended to be changed frequently, which can be extremely inconvenient. The most common additive chemistries featured on product information sheets for compressor and vacuum pump lubricants are antioxidants, rust inhibitors and antifoam agents. These additives are typically effective at small doses, often less than 1% of the total formulation. Antioxidants are the most important additives for extending fluid life in compressor and vacuum pump applications, as high operating temperatures, free radicals and air would otherwise degrade the fluid relatively quickly. Rust inhibitors and antifoam additives help extend equipment service life from different forms of mechanical and chemical degradation.
Importantly, one should consider the material being compressed or moved in the application. In the case of refrigeration compressors, the wrong lubricant choice could result in short drain intervals or prove detrimental to the equipment, as most refrigeration compressors introduce traces of lubricant into the refrigerant. Ammonia refrigeration compressors, for example, require a lubricant that limits interactions with the polar and aggressively reactive nature of ammonia, so most ammonia compressor lubricants are typically based on either conventional mineral oil or synthetic polyalphaolefins. PAOs can be thought of as very similar to mineral oils but are free of nearly any contamination or imperfections.
Hydrofluorocarbon (HFC) refrigeration compressors, on the other hand, are designed to utilize lubricants that are fully miscible with the HFC refrigerant being compressed. The main lubricant technology chosen for this application is a polyol ester (POE), as it is miscible enough with most HFC refrigerants, but it can be separated later in the cycle. If an ammonia compressor lubricant were chosen for an HFC compressor application, the lubricant would quickly freeze deep in the vanes of the compressor, leading to its demise. Similarly, if an HFC lubricant were chosen for use inside an ammonia compressor, the lubricant would react with the ammonia and quickly degrade.
Lubricant Degradation
Lubricants, no matter how additive-fortified, will eventually degrade to the point of needing replacement. Typical breakdown mechanisms, like acid formation and viscosity increase, can be accelerated depending on ambient conditions and materials being compressed or vacuum processes. For example, with a compressor that has excessive water contamination or a vacuum pump that is sealing food packaging using corn starch or flour to reduce adhesion, it is reasonable to expect fluid life to be reduced compared to the same lubricant being used in relatively clean environments.
Since most compressor and vacuum pump fluids are marketed at a specific amount of service run time—typically between 500 and 10,000 hours—participating in a used oil analysis program on these assets can help predict trends in lubricant degradation in specific environments. These programs are the most convenient way to ensure that these assets will not experience undesired downtime due to the fluid degrading sooner than expected. Used oil analysis programs can also aid in determining extended drain intervals if the fluid is holding up well. Additionally, most compressors and vacuum pumps contain filters for contaminants and oil separation, and changing these regularly is critical to ensuring proper equipment operation.
Compressors and vacuum pumps are vital assets to many operations. Lubricant choice is vital to reducing downtime and unscheduled maintenance. There are many factors to consider when choosing the correct lubricant for an application. Fluid chemistry, equipment design and materials—both in the equipment and those being processed—all play a role in making the correct decision. The proper lubricant, paired with regular filter replacement and participation in used oil analysis, can help ensure that equipment and processes are functioning properly and can also help predict maintenance trends to limit downtime.
If an operation’s compressors or vacuum pumps are being utilized in a food processing area, or in an area where incidental food contact with the lubricant could occur, the plant should opt for food-grade lubricant solutions.
Always first consult the OEM product manual or contact the equipment manufacturer for recommendations on lubricant selection before seeking aftermarket equivalents. Selection outside of manufacturer-specified or recommended options and equivalents could result in warranty breaches.
For more on compressors, visit pumpsandsystems.com/tags/compressors.
