
Sealless magnetically-coupled (mag-drive) pumps are found throughout the process industries for a variety of hazardous liquids. Like pumps with conventional shaft seals, there are more mag drive centrifugals than PDs, but PD pumps offer a broad range of capabilities . . . and you might be surprised at some of the applications where mag drive PD pumps are used.
Magnetic Drives
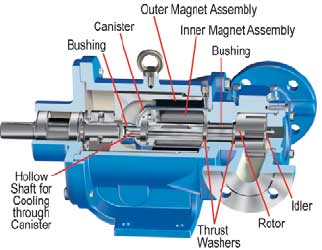
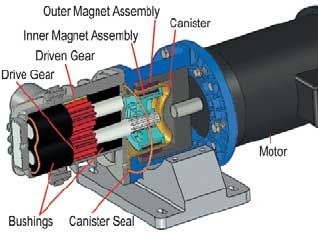
Magnetic drives solve the problem of shaft leakage by eliminating the dynamic seal where the rotating shaft passes through the pump casing to connect with the drive. Liquids are hermetically sealed inside a containment canister with a static seal.
Typically an inner magnet assembly is connected to the pump shaft within the canister, and an outer magnet assembly is mounted outside of the canister. The outer magnet assembly is connected to the drive so that as it rotates, magnetic force passes through the canister and, in turn, causes the inner magnet assembly and the pumping elements to rotate.
Applications
Innovative pump users everywhere have found many reasons to adopt mag drive technology, including:
The Obvious
- Prevent leakage of liquids that can be hazardous to humans, like strong acids, bases, oxidizers, very hot or very cold liquids, and carcinogens.
- Prevent leakage of flammable liquids that could be a fire hazard.
- Eliminate routine housekeeping from cleanup of seal leakage, especially where leakage might require reporting to regulatory agencies.
- In the U.S., eliminate regular monitoring and reporting under the Clean Air Act. Some regulations under the National Environmental Standards for Hazardous Air Pollutants (NESHAP) require weekly monitoring and reporting of pumps handling certain chemicals with packing or single mechanical seals, but they exempt mag drive and double-sealed pumps. The fewer points that require monitoring, the lower your ongoing compliance costs.
The Not So Obvious
- Ensure uptime on critical applications. Pareto analysis of reasons for pump failure has shown that the single most frequent cause of unplanned pump downtime is seal leakage or failure. Unplanned downtime is lost production, with the complexities of shutdown and start-up, as well as wasted product.
- Handle liquids that react on contact with air or moisture, like cyanoacrylate adhesives, by preventing air and humidity from entering through the seal gland. Similarly, handle liquids that crystallize on seal faces and cause excessive wear, like isocyanates for polyurethane manufacturing.
- Handle hydrocarbons and other liquids that "coke" on hot seal faces, then cause the seal faces to stick together when the pump is started up, destroying the seal.
- Handle very costly liquids to prevent loss of revenue due to leakage
The Downright Oblivious
- Handle high viscosity liquids that are difficult to seal with conventional sealing technologies.
- Accept high inlet pressures, like pipeline sampling.
- Deal with low inlet pressures, like suction lift or vacuum vessel applications, to prevent air infiltration through the seal that can cause air binding or loss of prime.
Types of Mag Drive PD pumps
Selecting a mag drive pump starts with the technologies used with traditional sealed pumps. If it works with packing or mechanical seal, it will generally work with a mag drive. Some, but not all, rotary PD technologies are available with sealless magnetic drives.
Internal gear pumps are commonly provided with magnetic drives, and offer adjustable clearances for use across a broad range of viscosities, from very thin and non-lubricating (like ammonia) to very thick (like caulking compounds). Pressure capabilities are usually limited to about 200-psi (14-Bar).
 Cast iron mag drive internal gear process pump, 130-gpm at 200-psi.
Cast iron mag drive internal gear process pump, 130-gpm at 200-psi.
External gear pumps with magnetic drives can allow higher pressures (to 2500-psi (170-Bar) or more) because the gears are supported at both ends of the shafts. Applications range from high pressure isocyanate and polyol blending to injection of fuel additives. Completely non-metallic mag drives made of engineered plastics and ceramics can safely meter or transfer corrosive liquids that would otherwise require very costly alloys.
 Non-metallic mag drive external gear pump for corrosive liquids, 20-gpm at 150-psi.
Non-metallic mag drive external gear pump for corrosive liquids, 20-gpm at 150-psi.
Three-screw (three spindle) pumps, with a center drive screw, are often available as mag drives for lubricating liquids, and some are capable of generating pressures to 1500-psi (100-Bar). Rotary vane pumps are also available with mag drive models, offering high efficiency on very thin liquids.
Rotary lobe, circumferential piston and timed two-screw (two-spindle) pumps are not available with mag drives. They have external timing gears to prevent contact between the two rotating elements. Both of the shafts would have to have separate magnetic couplings, with timing gears external to the magnetic couplings, which would be cost prohibitive.
Progressive cavity pumps are typically not offered with mag drives because of the difficulties in controlling the eccentric shaft motion, which usually requires external bearings to compensate for both radial and axial thrust.
Viscosity Considerations
For thin liquids, centrifugal pumps are the most common choice in both sealed and mag drive versions due to their lower initial cost. But there are many reasons to opt for PD pumps for thin liquids, including pressure capabilities, reversible direction of flow, and better efficiencies when operated across the performance curve.
Cooling flow through the canister results in some additional slip on very thin liquids, but that slip is negligible on more viscous liquids.
Mag drives are also used on very high viscosity liquids because of the difficulty in sealing viscous liquids with conventional mechanical seals. From resins and latex to adhesives and sealants, companies handling hard to seal liquids are testing and switching to mag drives to eliminate leakage.
One of the key considerations for applying mag drive pumps on thicker liquids is the torque rating on the magnetic coupling. Not all positive displacement pumps have magnets capable of handling thicker liquids, especially at higher heads due to friction loss or higher pressures for reactor feed or filtration.
Insufficient magnet ratings will result in decoupling, which can damage the pump. Always select a magnetic coupling for the thickest liquid it will be handling at the lowest temperature and highest pressure it can encounter, to ensure sufficient torque capability.
Pressure Considerations
For higher differential pressures, it was noted earlier that mag drive external gear and three-screw pumps offer the highest pressure capabilities. Because the canister is subjected to the pump's discharge pressure, it must be strong enough to prevent distortion or bursting at high pressures. This eliminates use of non-metallic canisters, which are usually only rated to around 150-psi (10-Bar).
For pipeline sampling, the canister is subjected to inlet pressures often exceeding 2000-psi (136-Bar) and must be as robust as if the pump were developing the pressure itself, even though differential pressures may be less than 14-psi (1-Bar).
Temperature Considerations
Different types of magnets have different temperature ratings. Neodymium magnets offer the lowest cost and highest torque, but are limited to about 225-deg F (108-deg C). Samarium cobalt magnets must be used for higher temperatures, but are still limited to about 500-deg F (260-deg C).
Some pumps designed specifically for heat transfer fluids may have external air or liquid cooling mechanisms to allow handling of liquids up to about 750-deg F (400-deg C).
For liquids that set up at ambient temperatures (such as bitumen) some manufacturers offer jacketing for steam or hot oil to allow the pump to be heated before start-up. Generally, jacketing around the outer bracket surrounding the outer magnet assembly does not effect enough heat transfer to melt a solid because of the air gaps between the bracket and the magnet and the canister, but fully jacketing the pump casing and head is often sufficient to melt solids throughout the pump and canister.
Even for ambient temperature liquids, heat generated by eddy currents from the magnetic drive can be a concern, especially for flammable liquids or temperature sensitive resins and polymers that can solidify, resulting in loss of cooling and pump failure.
ATEX certification for explosion hazard environments requires consideration of both a canister temperature sensor and power load monitor on mag drive pumps to ensure that overheating due to eddy currents or run dry situations does not occur. These safeguards are a good idea in any installation.
One benefit of positive displacement pumps is that they are usually run at slower speeds than centrifugal pumps, which results in reduced eddy currents and less heat generation. Cooling flow through the canister is generally still required, and orifices must be sized to handle the viscosity of the liquid pumped.
At slower speeds, the question of whether it is better to use canisters made of stainless steel, Hastelloy or non-metallic materials (which result in lower eddy currents) is usually moot.
Maintenance and Reliability
Mag drive pumps eliminate seal maintenance or replacement, along with cleanup and reporting due to seal leakage. Many installations of packed pumps on hazardous liquids have necessitated upgrading directly to mag drives. On "easy" applications, ten years or more without any maintenance (except bearing lubrication) is not unheard of.
If seal maintenance is consuming too much manpower and parts expense, consider switching to mag drive technology. MTBF for other components, such as bushings and bearings, will be the same for mag drives as with sealed pumps, but eliminating the major cause of downtime, shaft seals, can greatly extend MTBF to keep critical processes operating.
Costs
The harder a liquid is to seal, the higher the cost of the sealing technology. When you consider the cost and complexity of balanced seals, external flush systems and API seal plans over the life of the pump, the simplicity and reliability of mag drive pumps can be very attractive, even with a higher initial cost.
Mag Drive pumps were once considered a luxury, used for only the most hazardous liquids. Now, with thin maintenance staffs and more process automation, they are downright necessary to keep operations running. Consider the cost per hour of lost production at your facility when weighing the price of buying a sealed vs. mag drive pump, even if you're only pumping water.
Fortunately, installation costs for upgrades can be minimal because some manufacturers offer mag drive drop-ins which are dimensionally interchangeable with packed or sealed pumps. These can usually be dropped-in to existing baseplates and drives in less than an hour, with no re-piping cost. Replacing a sealed pump with the same brand mag drive may help prevent unplanned changes to a successfully-operating process.
 A new mag drive latex pump replaced an old sealed pump without changing the piping or drive.
A new mag drive latex pump replaced an old sealed pump without changing the piping or drive.
Universal Pump
Can a mag drive be considered a "universal" pump? Not quite, but consider the broad range of application possibilities of one example: a mag drive internal gear pump -
- Viscosity range from 28 to 250,000 SSU (1 to 50,000 cSt) with the same pump, by adjusting internal clearances
- Flow rates to 450-gpm (113-m3/hr)
- Pressures to 200-psi (14-Bar)
- Handles lubricating or non-lubricating liquids
- Temperature capabilities from minus 60-deg F (minus 51-deg C) to 500-deg F (260-deg C), with fully jacketed casing and head options for heating or cooling
- 70 percent mechanical efficiency on 750 SSU liquids
- Reversible direction of flow
- Iron, steel, stainless or alloy construction for broad liquid compatibility
When selecting a pump for any service, do the math to consider initial cost vs. life cycle cost for both sealed and mag drive options to get the best solution for your application. If you include the cost of downtime, cleanup and lost production due to unscheduled seal maintenance, elimination of NESHAP reporting, and high efficiency across the curve, a mag drive PD pump might be the economical choice.
Pumps & Systems, January 2008
