
Q. What does the term “balance” mean when referring to a mechanical seal? A. A balanced seal is a mechanical seal configuration in which the fluid closing forces on the seal faces have been modified through seal design. Seal balance, or balance ratio of a mechanical seal, is simply the ratio of two geometric areas. These areas are called the closing area (Ac) and the opening area (Ao). The closing area is different when pressure is on the outer diameter of the seal than when the pressure is on the inner diameter. When the pressure is on the outer diameter, the closing area is from the seal face outer diameter down to the lowest point, where the secondary seal rests against the shaft or sleeve. When the pressure is on the inner diameter, the closing area is from the highest point, where the secondary seal rests against the primary ring counter bore, down to the sleeve diameter.
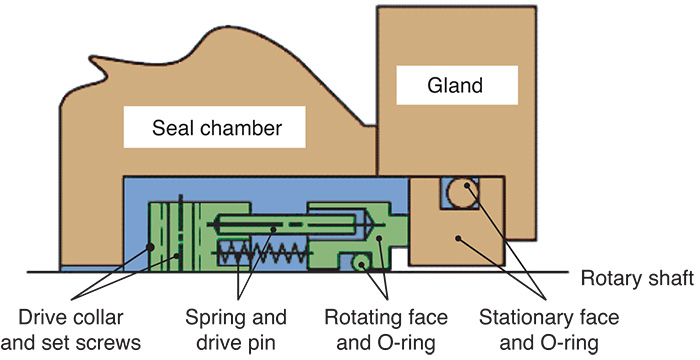 Figure 3.1: Essential elements of a mechanical seal (Graphics courtesy of Hydraulic Institute)
Figure 3.1: Essential elements of a mechanical seal (Graphics courtesy of Hydraulic Institute)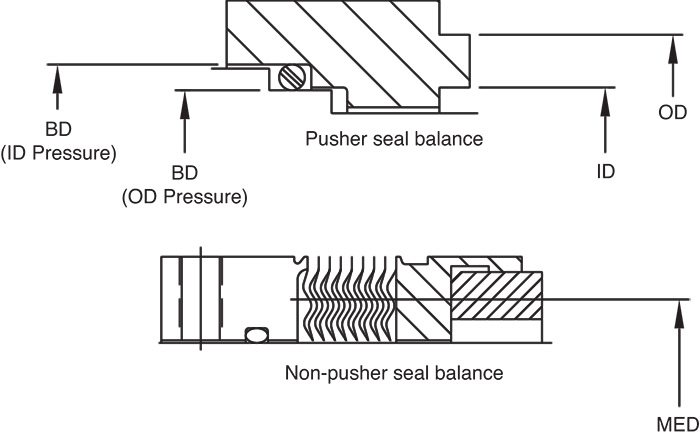 Figure 4.1. Seal balance for pusher and non-pusher seals
Figure 4.1. Seal balance for pusher and non-pusher seals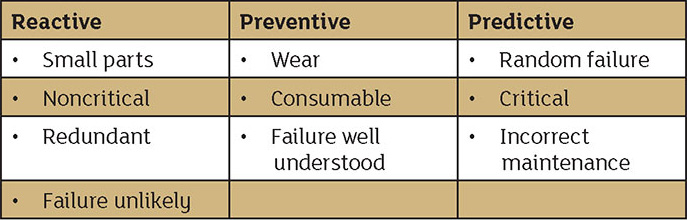 Table 9.6.5.1.3 Asset reliability management strategies
Table 9.6.5.1.3 Asset reliability management strategies- all parts and labor costs
- all clean-up and decontamination costs
- all preventive maintenance activities (inspections, lubrications, etc.)
- all lost revenue from production downtime during maintenance (only if sold out)
- all rework costs associated repairs done incorrectly
Typical incremental monitoring costs include labor and materials used to conduct the diagnostic testing
Example:
• If the total estimated annual maintenance cost for a pump = $2,500 per year
• And the incremental monitoring cost for monthly vibration is 30 (min/test) * 50 ($/hour) *12 (tests/year) = $300 per year
In this example, monitoring is justified since 50 percent of the maintenance cost is $1,200, which is greater than the monitoring cost of $300.
However, when failure results in a risk to personnel safety or an environmental release, monitoring is automatically justified, regardless of cost.
