
Efficiency Matters
06/30/2016
In the 110 years since its invention by French engineer Andre Petit, the eccentric disc pump has been used in a wide variety of fluid-handling applications. Driven by what Petit termed the "eccentric movement principle," the eccentric disc pump design features a disc placed inside a pump cylinder with an eccentric bearing on the pump shaft driving the disc. This setup creates four distinct pumping chambers that increase and decrease in volume as the disc rotates, producing suction and discharge pressures as the chambers move in pairs 180 degrees apart. This method of operation ensures that the fluid passes through the pump at a constant and regular flow rate.
 Image 1. Eccentric disc pumps can reliably transfer commodities as diverse as ethanol, pharmaceuticals, isocyanates and paints. (Courtesy of Mouvex)
Image 1. Eccentric disc pumps can reliably transfer commodities as diverse as ethanol, pharmaceuticals, isocyanates and paints. (Courtesy of Mouvex)
To read other Efficiency Matters articles, go here.
4 Real-World Examples of Eccentric Disc Pumps in Chemical-Handling Applications
Below are four examples of companies that use or produce specialty chemicals and have benefited from the use of eccentric disc pumps in their fluid-handling operations.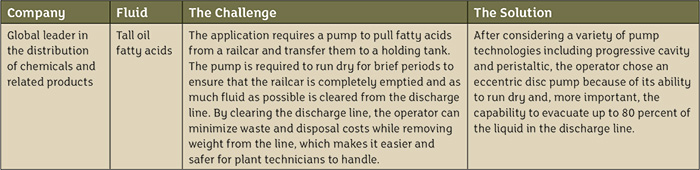 Table 1. Example 1
Table 1. Example 1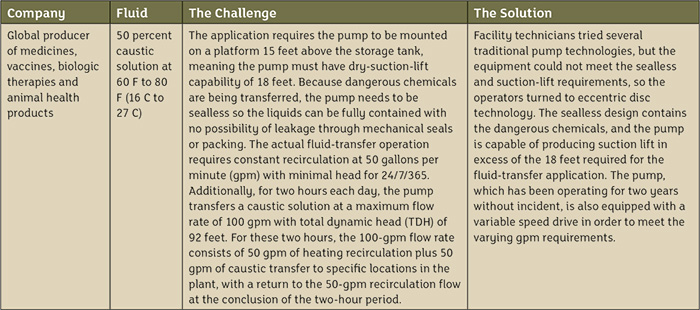 Table 2. Example 2
Table 2. Example 2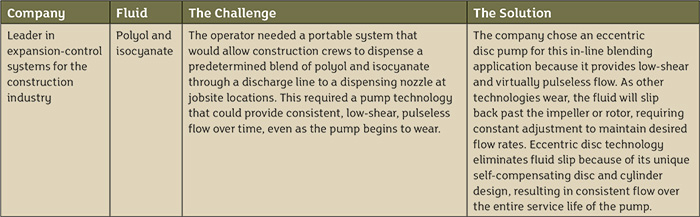 Table 3. Example 3
Table 3. Example 3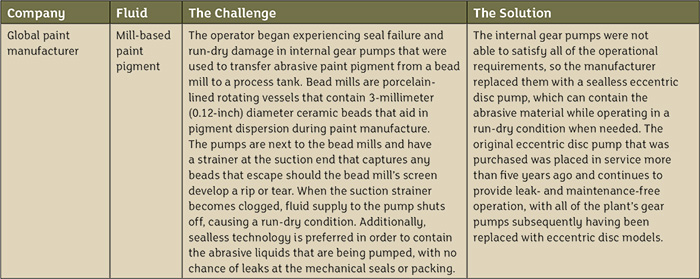 Table 4. Example 4
Table 4. Example 4