
It seems strange to be thankful for problems. However, solving problems is what maintenance professionals are paid to do. Whether it is finding ways to make a facility run more reliably, designing a structure with limited time and money, or managing a group of 75 employees, each day the average employee is faced with multiple problems that must be resolved. Those who are successful at solving problems are usually successful in their careers. While not new, the strategies that successful people use to solve today’s problems are changing.
Doing More with Less
A dynamic in the new industry reality is the change of pace at which improvements and problem solving is expected to occur. Another is the rate at which the resources available to solve them are becoming harder to secure, especially human resources. “Do more with less” is now business as usual. Increasingly, the strategies that delivered yesterday’s solutions are not working as well, or they are becoming more difficult to implement.
As an engineer on the front lines at a large chemical manufacturing company 25 years ago, I had many internal experts available to help with the challenges I faced. I had no idea how lucky I was. If I needed to know the best alloy to use in a hot, high-pressure, caustic environment, or the most effective way to execute a specialized weld repair outdoors in -20 F temperatures, all I had to do was walk down the hall or, at most, make a phone call. I normally had my answer in minutes or hours. Because of this, my solutions were expert- and skill-centric. I had many bright and talented people who were available to help, so I used them and their skills to craft my solutions.
Today, while people are just as bright and talented in the workforce, less of them are employed. Those who are still in place have less time to help. Accordingly, one’s ability to access the right skills and expertise has been reduced.
Also, fewer people are available to fill the slots where problem solving occurs most effectively—on the front line. When problems are solved at lower levels, they do not grow into larger problems. Because front-line employees are picking up more work that was previously covered by other staff members, their expertise and experience is spread thinner. Another issue is that more time is spent in meetings. The disappearance of skilled trades and technical experts as more baby boomers retire and strategies to combat this drain have been chronicled by maintenance and reliability expert Bob Williamson for the last few years.1
If this trend continues, what does it mean for tomorrow’s solutions? In short, many good solutions are still available. If maintenance professionals are documenting the causes of their problems, they have options. However, they will be looking at and attacking different causes than they did a few years ago. With decreasing numbers of skilled craftspeople and experts, maintenance and repair professionals must now look for lasting and robust solutions that rely less on people and more on systems, hardware and automation. This trend has been growing for years. However, now it should be one of maintenance professionals’ first considerations. Solutions that begin with “Create new procedure,” “Implement new preventive maintenance (PM),” “Stress the importance of…..” are increasingly less effective and should be avoided if possible. One major reason is that, progressively, these types of tasks are not being accomplished.
Case Study
As an example of how solution strategies change, consider a problem from the past. A large, multi-belt-driven centrifugal fan using pillow block bearings to support the off-hung fan wheel experienced repeat bearing and belt failures, which resulted in significant downtime. Because of the relatively high speed and operational loads, the bearings were already heavily loaded and had experienced prior lubrication failures.
The installation and tensioning of belts is critical. Too much tension results in additional radial bearing load and accelerates failure. If too little belt tension is applied, the belts slip, resulting in premature belt failure. Figure 1 illustrates a basic cause-and-effect chart.
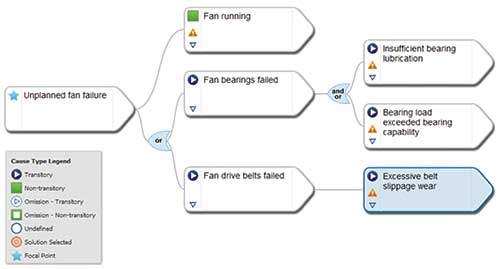 |
| Figure 1. Fan failure basic cause-and-effect chart |
Note: Transitory causes in Figure 1 are related to “changes” and are often the result of forces applied, movements, actions, decisions, etc. Non-transitory causes are related to the status, properties and conditions of objects or the operating environment at the time the change takes place.
The past solutions were:
Assure that the bearings were of the proper speed/load rating.
Work with a lube technician to implement new PM to grease the bearings on a specific interval with specific volumes.
Work with the machinists to deploy a written and specific procedure for initial belt tensioning with a follow-up re-tension after run-in.
Today, when faced with the same problem, the same solutions should not be implemented. First, the maintenance professional should go back to the cause-and-effect chart and drill deeper (see Figure 2). He/she should look for additional causes that can be attacked with solutions.
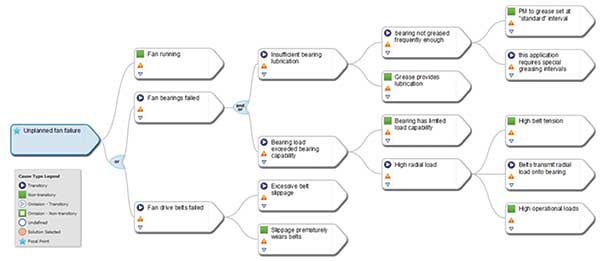 |
| Figure 2. Fan failure expanded cause-and-effect chart |
Regardless of where a solution is placed, once a cause is eliminated, it breaks the causal chain and prevents the causes on the left side of Figure 2 from occurring. This prevents the high-level problem—in this case, unplanned fan failure—from recurring. In many cases, attacking non-transitory causes can eliminate the need for precision work or skills, and it usually eliminates the need for a procedure. Solving a non-transitory problem usually involves a capital solution. However, when weighed against ongoing, repetitive repair costs and lost production/downtime costs, it is usually a wise decision—especially in today’s work environment.
Maintenance professionals should seek solutions that do not add new tasks or PM, but instead eliminate them. They should also look for solutions that could be successfully completed with general skills instead of precision skills. This is by no means an indictment of the current maintenance department employee base, because many highly skilled people work in these departments. Instead, it is a conservative approach in anticipation of a future in which skilled trades could possibly be even less available than now.
A good solution solves the problems of today, and it anticipates changes that could occur in the future. In this case, a better solution would be eliminating the belt drive altogether and replacing it with a direct-coupled, inline drive system. Radial loads would be limited to the operational loads, because belt loads would be eliminated entirely. Because the belts would be eliminated, this historical failure mode would also be eliminated. Some work would be required to the fan drive base, so the repair/maintenance team should take the opportunity to improve the bearing life and reliability by replacing the two independent, pillow block bearings with a single, two-bearing tunnel housing (see Figure 3). 2
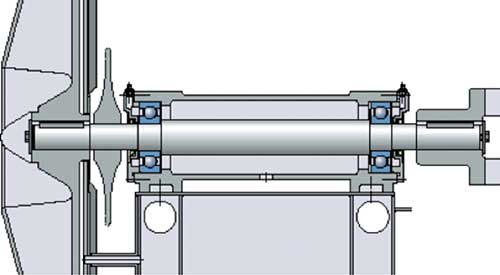 |
| Figure 3. Improved bearing installation Image courtesy of SKF |
This system automatically aligns the bearings and would be simpler and faster for the mechanics to install while still being capable of handling the fan’s relatively high speeds and operational loads. With these changes, repairs and future maintenance would be simplified and would move more toward error-proofing the installation. These changes would eliminate multiple failure modes—resulting in improved reliability—and would reduce fan failures, the overall objective.
Solutions for the Future
The need to improve problem solving approaches is growing. For the past few years, I have served as an advisory board member for the Industrial Technology Department at a nearby university. Many of the board members are from manufacturing companies, many of which supply the auto industry. At a past meeting, the faculty chair asked the board, “What skills do you need most from our graduates now and in the future?”
“Better problem-solving skills,” was the first response. I do not believe that this answer is what the faculty expected or wanted to hear. The faculty chair looked perplexed and then asked about the need for advanced computer aided design/computer aided manufacturing, robotics and 3-D modeling capabilities.
A different board member’s response was, “We will teach them the specifics of the given technology once they arrive at our company. The technology is changing so fast that you cannot keep up, nor do you need to. However, we do not have time to teach new engineers and technologists how to think. That is what we need most.”
The remainder of the advisory board nodded in agreement. While cutting-edge courses such as 3-D modeling look and sound exciting in a university’s curricula guide, the advisory board members know that one of the greatest needs they have for adding bottom-line value in today’s market is effective problem-solving skills.
If maintenance professionals evaluate their current strategies for solving problems, they should consider a slightly new bag of tricks—one that explores solutions that are less people-dependent. The good news is that these solutions will emerge from the non-transitory causes on the cause-and-effect chart that can be determined by drilling deeper. These solutions should have the staying power needed, regardless of what happens in the future. P&S
References
1. Bob Williamson, “Is the Skill Shortage Real?” 2013, www.swspitcrew.com/articles/articles.asp?ID=167 & “Growing Your Own,” 2010, www.swspitcrew.com/articles/articles.asp?ID=140
2. SKF, secure.skf.com/group/products/bearings-units-housings/bearing-units/two-bearing-units/index.html
