
The development of PE resin for industrial piping applications
Selecting the right material for any industrial piping application can be a daunting task. The life expectancy and overall success of a system is based on the material selected and the media running through it. With material choices ranging from metal to fiberglass to plastics, it is helpful to first examine the system's specific application and then choose the material best suited to handle the job long-term.
Sulfuric acid and sodium hypochlorite are just two notoriously troublesome chemicals that are difficult to safely store and transport through piping systems. Titanium, PVC, CPVC and fluoropolymer-lined piping are potential system solutions, but each requires that certain conditions be met. Temperature, pressure and installed location are factors that should be taken into consideration when determining the best material f.
The inherent properties of thermoplastics make them an ideal choice for corrosion resistance and more cost effective than metal piping systems. PVC and CPVC have been the solution to sulfuric acid and sodium hypochlorite applications. However, their weaknesses are in the joining method, which requires solvent cement and glue. This has made them a less ideal choice for these aggressive chemicals.
Thermally fused high density polyethylene (HDPE) is the leading thermoplastic material used for piping applications. Polyethylene outperforms other materials—including metal, fiberglass and other thermoplastics such as PVC and CPVC, with a more-affordable installed cost.
Previously, HDPE had been limited to water and some chemical applications. However, a new generation of the resin provides a cost effective solution to corrosion and enables its use in chemical systems. This new resin, the fourth generation of HDPE, is PE 100-RC.

Figure 1. PE pipe installation
The Evolution of a New Resin
HDPE was developed in 1953 by chemists at the Kaiser Wilhelm Institute in Germany. Two years later, HDPE was being used to manufacture pipe. Before the mid 1950s, industrial piping systems were primarily made of metal. During the past six decades, HDPE resins developed for piping applications have evolved to cover four generations. The current classification of HDPE materials is based on a minimum required strength (MRS) European standard according to ISO 4427. (See Table 1.)
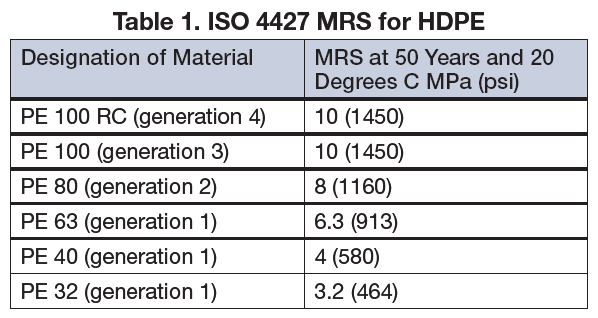
Generation 1 includes PE 32, 40 and 63. These grades of HDPE material are suitable for low- to medium-pressure liquid applications. Generation 2 is PE 80 (also known as PE 3408 in the U.S.). PE 80 is suitable for low-pressure gas applications and higher pressure liquid applications up to 1.6 MPa (230 psi). Generation 3 is PE 100 (also known as PE 4710 in the U.S.). PE 100 is suitable for higher pressure gas and liquid applications.
Like all materials used in chemical applications, HDPE has its limitations. The upper temperature limit is +140 degrees F and the lower limit is -40 degrees F. The primary weakness of generations 1, 2 and 3 is susceptibility of the material to crack under stresses, such as point loads. If an end user is burying the pipe, the trench needs to be dug wider so it can be backfilled with the proper bedding material to avoid point loads from rocks on the pipe.
Any point load can develop a crack and, over time, cause premature failure. This is known as environmental stress cracking and is certainly true of the first three generations of HDPE. Cracking can also be caused by chemical attack.
Despite these limits, the beneficial properties of HDPE are abundant. Some of PE 100's benefits are:
- Excellent resistance to a wide range of chemical applications
- Can handle a pH from 1 to 14
- Highly ductile, flexible and light-weight
- Thermally joined, eliminating the use of solvents and glues
- Excellent fluid flow characteristics
- Extremely low coefficient of thermal conductivity
- Will not rust
- Cost-effective and easy to install
- Long life expectancy
The Next Generation
When the first three generations of HDPE pipe fail, the cause is almost always stress cracking. Resin manufacturers have been trying to increase the crack resistance properties of the material. Innovations in the co-polymerization process have developed a new PE 100 resin with just such characteristics. The new resin has all the strength of the previous generation with a greatly improved crack resistance (RC).
The full notch creep test (FNCT) is the standard test to measure the resistance of HDPE materials to stress cracking (ISO 16770). See Figure 2.
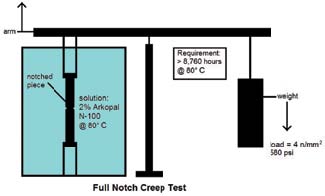
Figure 2. Full notch creep test
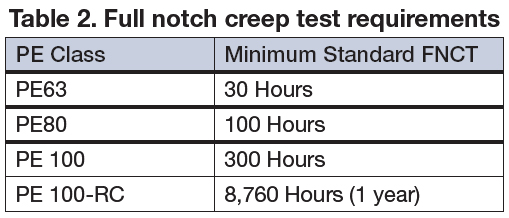
A notched test specimen is placed under load in a high temperature aggressive surfactant bath to accelerate failure. The time it takes for the crack to go all the way through the coupon is the result of the test expressed in hours. Table 2 lists the minimum standards for each grade of HDPE resin. The minimum standard for PE 100-RC is 8,760 hours (one year).
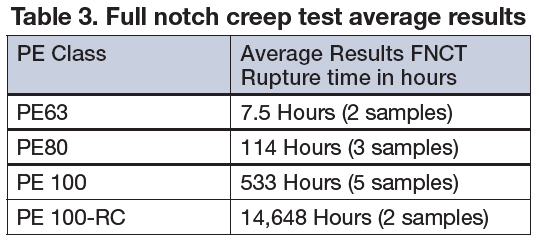
Looking at the average results (Table 3), the benefits in the evolution can be seen. The weakness is now the strength, opening new application opportunities in which polyethylene has never been considered. The increase in crack resistance allows contractors and installers to consider HDPE for underground use in rough dug trenches without backfill or sand grading. This provides lower installation cost and furthers the reach of thermoplastic piping systems into mountain and desert terrains.
Another benefit of HDPE's increased crack resistance is its newfound industrial chemical piping applications. The chemical resistance capabilities of the previous HDPE generations are already proven. Now, a good portion of the previously unacceptable applications will prove to be successful opportunities for PE 100-RC pipe and fittings. Why? If the material is attacked by the chemical, the time to failure will be substantially extended due to its greatly enhanced ability to resist cracks. In effect, if it lasts long enough, it is resistant.
This could change what used to be only a short-term possibility into a long-term solution. An application with high concentrations of sodium hypochlorite transported in PE 100-RC piping is only one specific application that has already proven to increase previous short-term solutions into permanent, long-term installations.
Applications using higher concentrations of certain acids are another avenue now open to HDPE. Because PE 100-RC is so versatile in terms of performance, low installation cost and an extremely long expected useful life, it can now be seriously considered for every new and existing chemical piping application that falls within its capabilities.
PE 100-RC is poised to be the material of choice for aggressive chemical and water applications. Its inherent physical properties makes it ideally suited for today's safety-conscious and budget-minded companies.
Pumps & Systems, November 2011
