
Sealing Sense
Garlock Sealing Technologies
04/07/2017
Valve seal performance is an important issue with today’s restrictions on emissions of volatile organic compounds (VOCs) from valves. Refineries and chemical processing plants, valve manufacturers, seal manufacturers, valve repair companies and outage service companies have a vested interest in ensuring that valves operate within emissions-compliance levels. Careful treatment from each of these parties is required to deliver successful, emissions-compliant valve performance.
Seal Testing & Design
The goal for seal manufacturers is to develop sealing products that ensure emissions compliance over a service life of five years or more. The same seals must also deliver proven fire safety, temperature and pressure capability, corrosion resistance, chemical compatibility, chemical purity and endurance through a high number of actuation cycles. In 2011, the 2nd Edition of American Petroleum Institute (API) 622 Specification “Type Testing of Process Valve Packing for Fugitive Emissions” was published. This specification prescribes nine tests focusing on the material requirements and minimum performance levels for valve stem packing used in VOC valve service. Of these nine tests, perhaps the most notable is the emissions test. One unique aspect of this emissions test is that in order to eliminate the influence of a particular valve on the test results, the API 622 emissions test is performed using a standardized test fixture. Typically, graphite foil-based seal materials are used to meet emissions compliance sealing requirements and high-temperature fire safety requirements. However, not all graphite foil materials perform at an acceptable level. In VOC valve service, one should specify sealing materials for which successful API 622 test reports from a third-party testing laboratory can be provided. Ensuring the performance and longevity in standardized tests is critical when evaluating and specifying a sealing material. However, these tests are not the only factor that will determine the performance at the same level in a valve in plant service.Valve Testing & Design
For valve manufacturers, API 624, International Organization for Standardization (ISO) 15848 and other specifications have established performance requirements for the entire valve/packing combination in VOC service. Successful performance in an API 607 fire safety test is another requirement that is common for valves and sealing materials used in VOC services. A valve should be chosen on the basis of documented successful performance in similar qualification testing. While some manufacturers have their own design requirements for specialized valves, some industry standards provide recommendations or guidelines for valve design. The Manufacturers Standardization Society (MSS) of the Valve and Fittings Industry has written MSS SP 120, which is a recommended standard practice for the design of rising stem steel valves. It gives recommendations specifically addressing the design and condition of the packing gland and stem in the seal area, including dimensions and tolerances; stem straightness and cylindricity; clearances at the top and bottom of the packing gland; stem and bore finishes; and other considerations.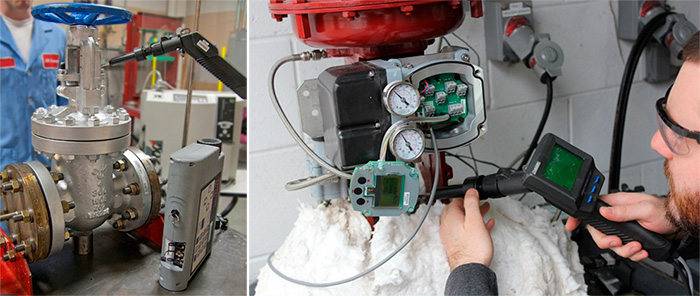 Image 1. Valve testing per ISO 15848 and API 624 (Images courtesy of Fluid Sealing Association)
Image 1. Valve testing per ISO 15848 and API 624 (Images courtesy of Fluid Sealing Association)Used Valve Condition
When servicing a used valve, it must return to the same functionality as a new valve. This includes the stem and bore surface condition, straightness of the stem, condition of the gland follower, and the gland bolts/nuts condition. The valve should be able to be activated without binding. For the repacking step the following guide should be followed:- The gland yoke should not be bent.
- Hard, flat washers should be used on the top of the gland yoke to prevent galling of the yoke and the nuts.
- The gland follower should be cleaned with a wire brush to ensure that there is no corrosion, paint or other debris that could contact the stuffing box bore and cause resistance to movement or transmission of compressive load.
- Bolts or studs should be replaced if they are corroded, stretched, nicked, cross-threaded, excessively worn or otherwise damaged in a manner that would affect the transmission of compressive load. Bolts or studs should be cleaned with a wire brush to remove debris.
- The nuts should have threads in good condition, clean and free of corrosion.
- The nuts should turn freely over the bolts or studs over their entire length of travel.
- Flat washers should be clean and free of any galling on their contact surfaces.
 Image 2. An example of a valve that should be replaced
Image 2. An example of a valve that should be replacedSeal Installation
The most important—and unfortunately often overlooked—consideration is to simply follow the manufacturer’s specifications for installation. Low-emissions packing may require special steps in terms of consolidation of the packing inside the stuffing box. Placing all the packing rings in the stuffing box and then tightening the assembly in one step with the gland may not guarantee low emissions levels. There also might be requirements to actuate the valve and to re-check the gland nut torque prior to putting the valve in service. The packing may be provided as an engineered set. This could require using a bushing to take up excess space inside the stuffing box. Too many rings of packing can be counterproductive in emission service. They can prevent the proper compression and consolidation of the packing set and will unnecessarily increase friction for actuation. Following the torque specifications for the gland fasteners is essential. Torque wrenches must be used to ensure that the proper loading is applied to the packing. This includes using a high-quality lubricant. All fastener hardware should be lubricated with an oil/graphite mixture, an anti-seize compound or another appropriate thread lubricant. Do not assume that the same lubricants should be applied to the packing itself. Consult the packing manufacturer for guidelines regarding the lubrication of packing materials. Effective sealing cannot be achieved solely with the selection of a high-performance sealing product. The fitted equipment also needs to be in a condition that allows the seal to contain emissions to a strict level. The focus must be not just on the seal, but on the entire sealing system.
See other Sealing Sense articles here.
We invite your suggestions for article topics as well as questions on sealing issues so we can better respond to the needs of the industry. Please direct your suggestions and questions to sealingsensequestions@fluidsealing.com.