
During the past 10 years, the industry has devoted extensive investment efforts to the research and development of advanced seal face materials capable of extending the application performance range and mean time between repairs (MTBR) of mechanical seals in pumps, compressors and other fluid-handling rotating equipment. Much of this research involving universities, material development companies, laboratories and mechanical seal companies focused on diamond-like (DLC) and surface-grown diamond film coatings on conventional mechanical seal face material substrates. For today's end users, diamond film and diamond-like films provide solutions that enhance reliability, promote safety and provide exceptionally low emission sealing of critical equipment across many difficult-to-seal fluids particular to the oil and gas industries. Diamond film combines the physical properties of diamond with the most advanced seal technologies available. Seal designers admire the physical properties of diamond for its chemical resistance, hardness and durability. However, early forms of synthetic diamond developed in the 1950s using a high-pressure, high-temperature (HPHT) process were primarily used in commercial applications where their abrasive properties were beneficial; they had little tribological value in the highly polished running surfaces of a mechanical seal interface. Chemical vapor deposited (CVD) diamond, developed in the late '60s, is the result of an industrial process that creates a vapor-phase reaction that converts gases into a solid film on a prepared surface. Because its deposition lends itself to varied complex shapes, conventional CVD diamond has been used to improve cutting tools. However, early development efforts in the area of mechanical seal face films incorporated diamond grains that were microns in size. These microscopic diamond grains proved less than optimal for tribological performance requirements because they require significant and costly secondary post-deposition operations to achieve a viable surface flatness. As a result, they could not become a commercially justified material alternative. More recently, scientists at Argonne National Laboratory invented a new method of manufacturing CVD diamond that renders a continuous film comprised of diamond grains that are 3 to 5 nanometers in size, a thousand-fold smaller than those on cutting tools. The transition from films of large micron-sized grains to nanocrystalline that are smooth when deposited provided a surface finish requiring less post-processing to make them useful in mechanical seals. This was a step toward a reproducible diamond film seal face with the hardness of natural diamond, lower friction characteristics than conventional seal face such as silicon carbide (αSiC), and excellent wear capability. While diamond crystalline structure control and deposition processes have advanced considerably to the point of reasonable global commercial availability and adoption by several seal manufacturers, diamond films are not without limitations and inherent application constraints. The development path has had to overcome numerous technical challenges and varied field performance results. Researchers and developers had to understand the relationship between crystalline grain size, film adhesion capability and the tribological effects on seal interface lubrication. Overcoming intermittent film delamination under high-stress conditions continues to be an area of research and solution application testing. A key factor in determining seal performance capability is the coefficient of friction value associated with a specific seal face material combination. Internally validated measurements by a Fluid Sealing Association (FSA) member company confirm that the use of micro-crystalline diamond significantly reduces the coefficient of friction when compared with other conventional seal face material combinations. This benefit is evident when comparing hard against hard-running face materials. The measured coefficient of friction when running hard faces versus αSiC was reduced by more than 50 percent when running diamond versus diamond or αSiC versus diamond on αSiC substrate. Point solution performance testing was also completed in hot water, steam, propane and abrasive slurries to stress the coating robustness and better define the application performance range capabilities of diamond faces when compared with traditional αSiC faces. In an accelerated-wear, 100-hour hot water test at conditions of 250 F, 140 pounds per square inch gauge and 3,450 revolutions per minute, diamond versus diamond faces showed significantly less wear to both surfaces, cooler interface temperatures, lower power consumption and longer seal life projections. The hot water test results in Table 1 show the dramatic wear resistance of the diamond surface compared with uncoated αSiC. The accelerated hot water wear test uses an aggressive set of conditions that standard uncoated αSiC is unable to withstand, exhibiting grooving approaching 4,000 micro-inches and carbon wear in excess of 0.001 inches. The post-test diamond surfaces were nearly unchanged. In actual abrasive slurry testing, paired diamond faces showed less wear than conventional hard-face material combinations.
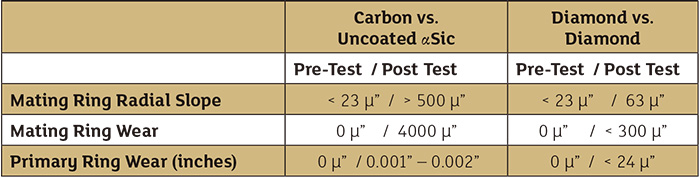 Table 1. Wear resistance of diamond surface compared with uncoated αSiC
Table 1. Wear resistance of diamond surface compared with uncoated αSiC