
Pumps & Systems, July 2013
Defect elimination is a simple maintenance strategy with seemingly obvious value. However, how many facilities pursue it to the greatest degree of value? According to Webster’s online, a defect is “an imperfection that impairs worth or utility.”
The “utility” part of the definition is significant because every process industry professional focuses on uptime. If a machine has a defect, but it still works (still makes widgets) and that machine imparts defects into the widgets, the worth of that widget is reduced. Or if the machine still works, but production is slowed, the number of widgets produced over time is reduced. The worth of widgets sold is also reduced.
Defects cost money. If end users candidly investigate, they may see that they are investing money in keeping their defects. How? Money lost because the widgets are being sold at a reduced price or because the maximum number of widgets were not manufactured because of slowed production or downtime is money invested in keeping defects. Even worse, some operators are on long-term payment plans for their equipment, so they continue to invest in the same defects year after year.
The second part of the definition is elimination. According to Webster, eliminate means to put an end to or get rid of. The absence of defect also means the absence of the investment required to sustain the defect. An asset that is free of defects is an asset that can be optimally profitable. Defect elimination usually requires an investment. Rarely does simply tightening a bolt or performing an equally trivial task fix an expensive problem.
Defect Exclusion
Defect exclusion with reliability engineering and precision maintenance offers the best chance for preventing defects in the first place. Often, process lines and equipment are purchased and assembled without much consideration for life-cycle costs or the impact of poor installation on life-cycle costs. The effect of this oversight is compounded each time sub-precision maintenance is performed.
Sample Defect
Consider a direct-drive, 500-horsepower (four-pole motor) fan purchased to move a certain number of cubic feet per minute (cfm) in a production process. It was purchased from the lowest bidder at a cost of about $35 thousand and installed without precision installation practices.
Some possible defects of the equipment are divided into three categories and listed below:
- Inherent defects (such as unbalance, misalignment and resonance)
- Induced defects (such as improper installation—excessive or insufficient bearing clearance, foundation inadequacy, or improper lubrication)
- Age- and process-related defects (such as corrosion, fatigue, wear-out of bearings/seals/rotor and motor winding degradation)
The immediate reaction to misalignment’s inclusion in the inherent category may be negative. However, end users must understand that misalignment does not merely occur because of a terrible installation job. Misalignment will occur, and it will shorten equipment’s life unless the installer or maintenance professional does an excellent job.
What about the impact of defects on the $35-thousand machine? Improperly installed bearings can reduce the lifetime by as much as 99 percent. Even in the absence of this extreme, the operator may be unknowingly sacrificing half the bearing life. Consider the interaction between the defect categories and the part that precision maintenance plays or could play if implemented.
Misalignment, like unbalance and resonant frequencies, is always present to some degree. The key is to reduce it so that it has no measurable effect on the equipment’s lifetime. Consider how poor shaft to shaft alignment can accelerate many defects that should not occur within equipment for many years after a precision installation.
Misalignment restricts the rotation of shafts causing jerking or impacting that can often occur twice per revolution. If the $35-thousand machine runs at 1,790 rpm, it experiences 3,580 impacts on its bearings, seals and couplings during each minute. That means 214,900 hits per hour and 1,718,400 in an eight-hour day. This defect accelerates fatigue in many components. The restriction of the shafts probably causes pressure points on the seals, shortening their life, which in turn shortens the life of the bearings because of dirt ingress.
This defect may be shortening the life of the motor windings because of localized heating from the distortion caused by being bolted to an uneven base (a machine frame distortion, or soft foot). Misalignment is a reliability nightmare that can be avoided. Modern laser alignment equipment and techniques can effectively eliminate misalignment as a consideration in the lifetime of our assets.
Defect Detection
Even when precision installation practices are followed, defects will occur. Under certain circumstances, the inherent defects can all be moved into the age- and process-related defect category. Rotors can become dirty or unevenly worn, increasing unbalance. Fasteners can loosen or break, causing a loss of machine stiffness, and resonance can become a factor in machine life when it previously had not been. Problems with fasteners, foundations, thermal growth and other factors can induce misalignment in a previously well-aligned machine.
Virtually every machine will, at some time in its life, develop defects. Many of them are reversible. If not detected and mitigated, they will shorten or end the effective lifetime of end users’ assets. For this reason, defect elimination is a desirable management tool—because end users either manage their defects, or they become out of control.
To put an end to or get rid of defects, end users must first detect them. The art of detecting defects is called condition monitoring. Once detected and quantified, they can be prioritized and systematically dealt with.
Condition Monitoring with Vibration Analysis
Operators have realized the need for metrics. Metrics are measurements of any elements, actions or reactions that need to be controlled. Drivers need a speedometer to measure their speed, so they can keep it in the appropriate range to avoid the cost of a speeding ticket. In this same way, operators need constant information about the condition of their assets, so they can keep them in the most profitable range of condition.
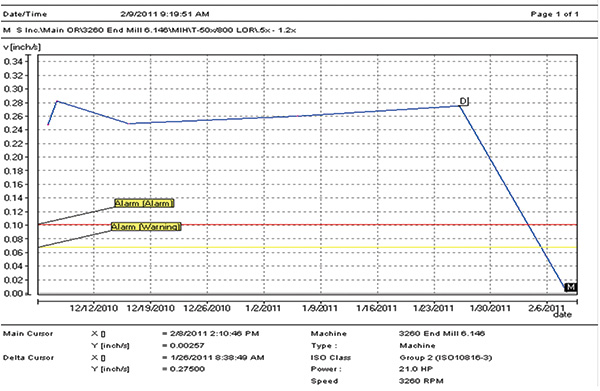
Figure 1. Impact report of a vibration analysis program
In process-related rotating equipment, defects that lead to process failure and downtime are so costly that technology has been created to measure their condition. In addition to the sensory observations of experienced repair and operations technicians, state-of-the-art electronic devices are available for focused defect detection. Some of the most widely used condition monitoring technologies include:
- Vibration analysis
- Infrared thermography
- Ultrasonics
- Oil analysis
- Motor current or circuit analysis
One of the most informative technologies for monitoring rotating equipment health and condition is vibration analysis. All rotating equipment vibrates as energy is fed into it and channeled to do the work for which it is intended. Some vibrations are harmless and must be accepted as a normal operating condition. However, some are defect generated and wear equipment assets if they are allowed to continue.
Some defects that are easily detected with vibration analysis are reversible, and the failures they lead to are preventable. Some are not reversible and will lead to inevitable failure. However, knowledge of the condition allows end users to decide the timetable for removal from service and repair instead of experiencing an unexpected failure, with greater costs. In most cases, prevention and preparation are much less expensive than sudden, unexpected failure. In many industries, an effective vibration analysis program—including the technology and training—can be much less expensive than a single unanticipated failure.
Because defects are inevitable, end users must manage defects or react to their consequences. Figure 1 shows the detection of a severe unbalance in a precision rotor. In addition to equipment issues, this kind of defect can cause defects in the product manufactured by the defective machine. Without the information from vibration analysis, finding the cause of the defective product could be difficult and time consuming.
Figure 1 is a trend graph report that shows the impact of a vibration analysis program on a single machine. The graph shows high vibration at 1 times turning speed until the defect was removed. The vibration then falls well below harmful levels. The situation was monitored until the machine could be balanced, and the same technology was used for monitoring and balancing. Quality vibration analysis systems detect unbalance and double as field balancing equipment. The unbalance defect was detected and eliminated with the same portable tool.
Manufacturers in the U.S. are pressed to have the highest return on net assets in the world to compete with foreign manufacturers and other domestic manufacturers that have optimized their assets and processes. Managing enterprises can be complicated and challenging, but one simple strategy works when it is implemented. That strategy is defect elimination through condition monitoring. P&S
