
Lubricated machines require clean, dry oil to work properly. Recent studies have determined that as much as 80 percent of all failures and wear problems that hydraulic and lubricated equipment experience are due to oil contamination. The most damaging forms of contamination are particulates and moisture.
All oil lubricated machines with rolling elements and pressure surfaces rely on the oil to separate moving surfaces. Examples include gears, roller bearings, journal bearings, side bearings, piston pumps, vane pumps, servo valves and dynamic seals. Operating pressures and loads on those elements dictate the required oil film thickness, and the film thickness that can be provided by the oil depends on its viscosity and temperature.
Particulate contamination is capable of bridging the film thickness gap, leading to contact fatigue, additional particle generation and accelerated wear. Water contamination reduces component life and productivity by causing rust and corrosion, oil oxidation, additive depletion, varnish deposits, hydrogen embrittlement and changes in viscosity. In addition, these phenomena can result in additional internal particle generation.
The Challenge
Particulate contamination is present to varying degrees in new oil, can be generated internally or may occur due to ingress during a lubricated machine's operation. As industry becomes more aware of the damaging nature of particulates, they have become more focused on the need for filtration. High efficiency (beta rated) filtration is widely accepted, and OEMs now often incorporate full-flow filtration into new equipment. However, in many cases there is still room for improvement.
Moisture presents a greater challenge, with some machines more at risk than others. Since water solubility will vary based on oil type and temperature, even a small amount of excess moisture can lead to equipment failure. Water can be present in the free, emulsified and dissolved states, and it typically infiltrates lubricated machines through condensation, seal leaks or ambient conditions, as well as from cleaning chemicals and water from equipment cleanup. For optimum performance, all forms of water contamination must be removed. Several methods are used for this purpose, but some have limitations.
Available Solutions
Some removal methods are better suited for one type of moisture than another. For free water removal, water- absorbing cartridges, settling tanks, centrifuges and coalescing filter/separators are often used-but many are high in cost and require significant labor. Their effectiveness can depend on the viscosity of the oil and volume of water.
Water-absorbing cartridges use hygroscopic media capable of removing trace amounts of free water from oil. Water-absorbing cartridges can be installed for low initial capital cost, but they are typically rated in grams of water per element and are not appropriate for systems with ongoing moisture ingression. They may not effectively remove emulsified or dissolved water and must be replaced when saturated, making them labor and cost-intensive for applications involving higher volumes of water.
Settling tanks, as their name indicates, are used to settle free water to separate it from the oil. These systems do not remove emulsified or dissolved water, or gases. While relatively inexpensive, effectiveness is a function of tank design, residence time, turnover rate, oil viscosity and additive chemistry. Due to the relatively large size tank needed even for small systems, space limitations often make settling tanks impractical.
Two additional systems, centrifuges and coalescing filter/separators, mechanically separate free water using gravitational forces. These are best suited for use on lower viscosity fluids and can be used to remove significant volumes of gross water. However, new centrifuge installations are costly, and with a large number of moving parts, this equipment can be labor-intensive and require dedicated operators. Coalescing filter/separators are subject to fouling from particulate contaminants and certain additives, and this equipment may require heat plus discharge cooling.
To remove dissolved and emulsified moisture as well as free water, vacuum dehydrators (sometimes referred to as a vacuum purifiers) have often been used. Such systems are typically placed in slipstream (kidney loop) oil circulation with the reservoir and use a vacuum to lower the boiling point of water, allowing moisture and gases to vaporize out of the oil. Vacuum dehydrators have moderate-to-high capital, operating and maintenance costs due to their relatively complex designs. In addition to requiring trained operators, they often require a heater to increase oil temperature to promote water vaporization and a cooler on the return. Along with these challenges, as with some oil purifiers, vacuum dehydrators are relatively large and difficult to relocate to different areas of a plant.
Since conventional water and particulate removal alternatives involve significant trade-offs, a new, advanced form of fluid conditioning has proven beneficial. This conditioning system was developed to use the fundamental principles of mass transfer. The system continuously removes all free, emulsified and dissolved water, as well as particulate contaminants-without the complexity and operator knowledge required with conventional methods.
Mass transfer principles dictate that moisture will naturally diffuse from a region of higher concentration to one of lower concentration. With an innovative filter-dehydration system, free, emulsified and dissolved water will diffuse from the oil to the system's dehydration contactors.
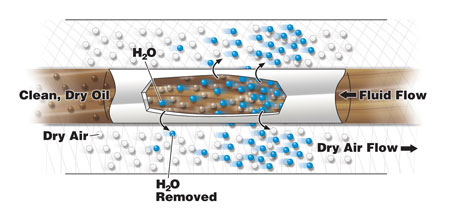
Using mass transfer principles, a filter-dehydration system effectively diffuses moisture from oil to the dry air in the system's membrane contactor.
First, oil is pumped from its reservoir into the system's high efficiency particle filter, which cleans the oil beyond the levels attained by most full flow filtration circuits. The oil then flows through the inside of the patented hollow fiber membrane contactor, while dry air sweeps the exterior surface of the membrane. This promotes the diffusion of moisture through the contactor and into the sweep air. The air, which now contains dissolved moisture, vents out of the system to atmosphere with no bulk water or other disposables generated in the process, and the clean, dry oil returns to the reservoir.
This filter-dehydration system operates at ambient oil temperature with no heat or post-process cooling required, preventing thermal degradation. It enables customers to cost-effectively remove contaminants-minimizing equipment wear for improved process uptime and performance.
Another benefit of this filter-dehydration system is its simplicity. It requires no routine operator intervention, no moving parts and no liquid level controls or water drains. Since the only routine replacement component is the system's coreless particle filter, it saves maintenance costs. Once moved into position near a reservoir, simple connections are made for oil supply, oil return, power and compressed air. In operation, the only things to be monitored are the differential pressure gauge (for particulate filter condition), and the moisture level in the oil (to determine when conditioning is complete).
In one example, the main lube reservoir at a paper mill had been typically averaging a moisture level of 290 to 530 ppm, with excursions as high as 3,770 ppm on occasion. Given the high cost of replacing journal bearings and associated downtime, the overall cost to the facility was more than $100,000 per year. If a failure resulted in lost production, the cost would escalate to $5,000 to $10,000 per hour. Since a dedicated filter-dehydration system was installed, the oil has averaged 50 to 100 ppm-potentially tripling the paper mill equipment's operational life.
Conclusion
A filter-dehydration system removes free, emulsified and dissolved water, as well as particulates and gases, from petroleum- based and synthetic oils. The system can serve a wide variety of applications within pulp and paper mills, power plants, hydraulic presses (such as stamping and plastic injection molding), steel and roll mills, etc. It decreases water concentration, down to 25 ppm, and improves particulate filtration, as low as ISO 13/10 (or lower). The system reduces oil contamination and minimizes wear, maintenance expenses and downtime for extended hydraulic and lubricated system life.
The system is cost-effective, conveniently sized and easy to maintain. With no moving parts or flow/level controls to adjust, specialized operator training is unnecessary. A filter-dehydration system is suited for periodic use on reservoirs throughout an entire facility.
It may also be dedicated to a particular reservoir to provide continuous conditioning, ensuring that oil is optimized without the fluctuations in water concentration that occur with periodic oil reconditioning.
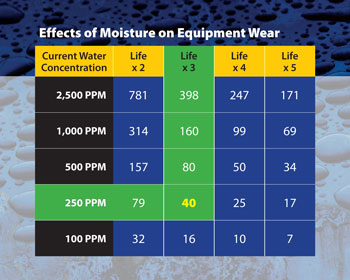
Reducing moisture content in oil significantly reduces equipment wear. Reducing water concentration from 250 to 40 ppm, for example, can potential triple equipment life.
Pumps & Systems, January 2010
