
Balancing Pump Impellers; High Efficiency Pumps; Boiler Feed Booster Pumps
A. Pump impellers are typically balanced in accordance with ISO 1940 balance quality grade G6.3 or better (see Figure B.2). This figure indicates the center of gravity displacement or residual unbalance acceptable for balance grade 6.3.
Depending on component geometry, it may be satisfactory to perform a single-plane spin balance. Components are typically single-plane balanced if the ratio of diameter to width D/b is 6.0 or greater. The width b is measured between the outside of the shrouds at the impeller OD.
Two-plane (or dynamic) balancing is typically performed otherwise.
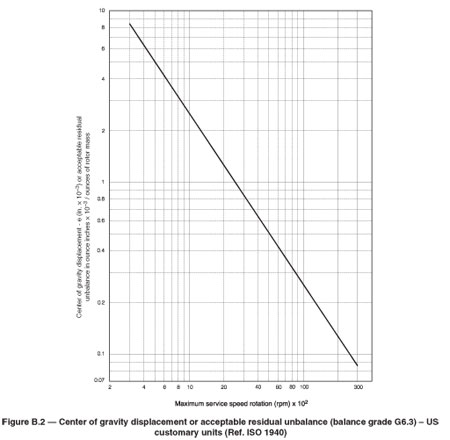
Figure B.2 is used by entering the graph at the maximum expected service speed, such as 3,600 rpm, and reading the acceptable residual unbalance as 0.7 oz-in/oz. Multiply this number by the impeller weight in oz and the result is the allowable unbalance of the impeller in oz-in.
Balancing machine sensitivity shall be adequate for the part to be balanced. This means the machine is capable of measuring unbalanced levels to one tenth of the maximum residual unbalance allowed by the balance quality grade selected for the component being balanced.
Balancing machines are capable of measuring unbalance independent of its speed. When the value for allowable unbalance is determined from Figure B.2, it is not necessary to operate the balancing machine at the same speed as the pump speed.
The practice of component balancing is appropriate for a large proportion of rotodynamic pump types that can be proven to meet the specified vibration performance criteria while using clearance fits between the rotating component parts and the shaft. Residual unbalance grades are then determined to meet vibration performance acceptance levels while also considering the mass eccentricity effects caused by clearance fits and the resulting component runout. Clearance fits are preferred and used whenever possible to facilitate pump assembly and disassembly.
In many pump types and applications, however, it is necessary to use shrink fits and perform a supplementary two-plane (dynamic) balance on the complete rotating assembly to meet the specified vibration performance criteria. In these instances, the manufacturer and the purchaser should agree on the appropriate residual unbalance grade.
For additional detail on this subject, see the recently published HI Standard ANSI/HI 9.6.4 Rotodynamic Pumps for Vibration Measurements and Allowable Values.
Q. When purchasing rotodynamic pumps, how can we be assured of selecting pumps with the highest efficiency?
A. The major influences on rotodynamic pump efficiency are pump size, specific speed ns (Ns), and the type of pump selected to meet the service conditions.
The following can influence efficiency deviations:
a) Pump Types: There are many different types of rotodynamic pumps with unique configurations and features to meet specific service conditions, e.g., stock, sewage, slurries, etc., all of which by virtue of their specific speed and design have less than optimum attainable efficiency.
b) Surface Roughness: Efficiency increase due to improvements in waterway surface finish is dependent on pump specific speed and size. Typically, surface finish improvements are economically justifiable for small and low specific speed pumps.
c) Internal Clearances: Pump wear ring clearances can have a major influence on efficiency, particularly for low specific speed pumps [ns < 29 (Ns < 1500)]. Internal clearances are determined by:
- Design compromise for manufacturability
- Galling properties of the materials of construction
d) Mechanical Losses: Bearings, lip seals, mechanical shaft seals, packing, etc., all consume power and reduce the pump efficiency. Small pumps [less than 11 kW (15 hp)] are particularly sensitive to these mechanical losses.
e) Pumpage:
- Viscosity: Liquids with a viscosity higher than water have a detrimental effect on efficiency. Refer to ANSI/HI 9.6.7 Effects of Liquid Viscosity on Rotodynamic (Centrifugal and Vertical) Pump Performance for viscosity correction.
- Solids size: Low concentrations (below 10 percent by weight) of random-sized solids and tramp material in the liquid will not detrimentally affect efficiency.
- Slurries: Larger concentrations (above 10 percent by weight) of solids in liquids cause reductions in pump efficiency. The pump supplier should be consulted when making efficiency corrections for slurries (refer to ANSI/HI 12.1-12.6 Rotodynamic (Centrifugal) Slurry Pumps for Nomenclature, Definitions, Applications, and Operation).
f) Special Impeller Designs:
- High suction specific speed, S (Nss) > 215 (11,000), could reduce the attainable efficiency by upwards of three points (the effect is lessened as specific speed is reduced)
- Desired curve shape, such as head rise to shutoff or steepness of head curve, can reduce the attainable efficiency
g) Impeller Diameter Trim: Reduction in efficiency due to impeller diameter trim must be expected. Efficiency reductions can range from one to six points by trimming to the minimum diameter. High specific speed pumps usually have greater reductions in efficiency due to trim than low specific speed pumps.
h) Thrust Balance: Pumps often use varying methods of hydraulic thrust balance, which may reduce the pump efficiency.
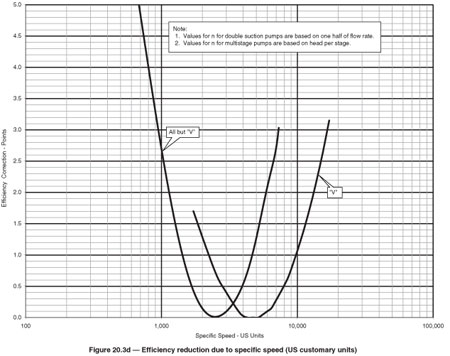
i) Specific speed: The specific speed at which optimum efficiency occurs varies with the pump type. For example, the specific speed ns (Ns) for optimum efficiency for a volute-type pump is in the vicinity of 50 (2,500). With a vertical turbine diffuser type pump, the specific speed ns (Ns) for optimum efficiency is about 100 (5,000). Volute pumps selected for services with ns (Ns) values that are not in the vicinity of 50 (2,500) will probably have lower efficiencies. The relationship between the arithmetic efficiency correction and ns (Ns) is shown on Figure 20.3d below. The curve labeled "V" is for vertical turbine pumps, and the curve labeled "All but V" is for all other rotodynamic pump types.
To ensure high efficiency, the design specific speed must be close to optimum indicated by the curves.
For more detail on this subject, see the soon to be published guideline, HI 20.3 Rotodynamic (Centrifugal and Vertical) Pumps. Efficiency Prediction Method.
Q. What are "boiler feed booster pumps," and why are they necessary?
A. The following answer is taken from a soon to be published Hydraulic Institute Application Guideline for Power Plant Pumps.
Boiler feed booster pumps are used to provide pressure to the feed pumps to meet their NPSH requirements and avoid cavitation. As the size and speed of boiler feed pumps have increased, the NPSH requirements have increased as well. It is not practical to install the direct-contact heaters from which feed pumps take their suction at sufficient elevation to provide adequate NPSHA without "boosting" the suction pressure to the feed pumps. Using low-speed booster pumps ahead of the feed pumps increases suction pressure.
Boiler feed booster pumps are generally of the single-stage, double suction design. See Figure A.3, pump type BB1 for axially split case, and Figure A.4, pump type BB2 for radially split case versions of this design configuration. They operate at lower speeds than the feed pumps, typically at four-pole motor speeds. The NPSH required by the booster pumps is much lower than that required by the feed pump it supplies. It is not unusual for the NPSH requirements of large, high-speed boiler feed pumps to be in excess of 60 m (200 ft). Such a requirement is much more than could be economically provided by elevation differences from feedwater heater placement to the feedwater pump.
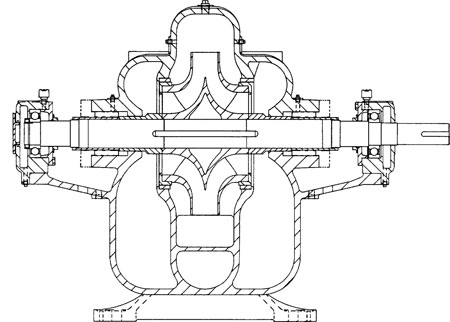
Figure A.3. Impeller between bearings--flexibly coupled, single stage, axial (horizontal) split case [BB1]
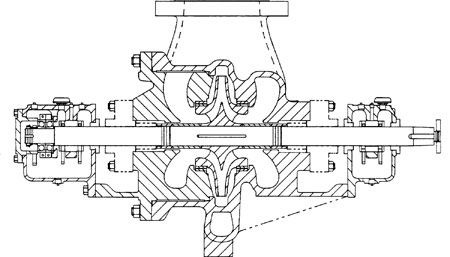
Figure A.4. Impeller between bearings--flexibly coupled, single stage, radial split case [BB2]
