
When the motor amps are kicking a unit offline, the first question is whether the motor or the pump is the problem.
Before any sophisticated troubleshooting methods are applied, most experienced mechanics simply feel the units to see if the motor (or pump) "feels hot," "runs rough" or "does not feel right." There is little science behind these phrases, but years of experience and intuition often get the job done well. In fact, relying on too much technology may play tricks on you, as I encountered recently.
A main influent wastewater system consisted of six pumps, with one or two typically operating on a normal (relatively dry) day (see Figure 1).

Figure 1. 600 hp (1.15 SF) motor is connected by a set of the segmental U-jointed shafting to the pump at the bottom of the dry well.
The two step starting sequence for these units involved getting the unit to 436 rpm, and then on to 511 rpm, after some stabilization delay time. At 4,160 volts the motor trip was set at 89 amps. Normal full-speed operation produced 54 mgd (million gallons per day) flow, with 83 amps motor current. At these conditions, the pump developed 25 psi. Secondary motor windings were rated at 1,040 volts, 275 amps.
A “good” pump (#6) operated fine at full speed, producing rated flow and pressure, with the amps at three phases showing good current balance of 83/83/83 amps. The “bad” one could not get past the low speed region (436 rpm), showing 86/90/86 amps, which would delay the motor tripping. The flow was reading 31 mgd at 25 psi differential pressure as maintained by the stronger #6 pump.
My first check was to see if the pump flow and head corresponded to the lowered speed, as indeed confirmed in Figure 2. At 436 rpm, the pump intersected the 25 psi system curve at about 31 mgd, which is what the pump flowmeter was registering. In other words, the pump was hydraulically fine.
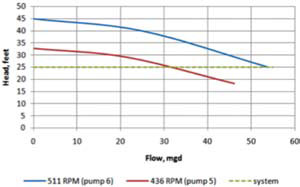
Figure 2. Pumps #5 and #6 performed hydraulically correct in accordance with the Affinity Laws.
My next investigation was how the pump and/or motor felt. By hand, the vibrations felt fine, and the bearing housings did not feel hot. To make sure, I did a quick full spectral vibration measurement on both pumps' housings (see Figure 3).

Figure 3. Full vibration spectral analysis indicated low overall vibratitons and spectral harmonics essentially within the "noise" level.
Expecting (hoping) to see significantly higher vibrations on pump #5, I was puzzled to see the overall (RMS) level of vibrations at 0.075 in/sec for the ("good") #6 pump, but only 0.047 in/sec for the ("bad") #5 pump. The "bad" pump had lower vibrations, yet it had higher amps tripping the motor.
As a side note, in practice, anything below 0.1 in/sec (RMS, overall) would normally not trigger a concern (the difference between 0.075 and 0.047 in/sec values is essentially academic), so both pumps, according to the overall vibration levels, would be considered non-problematic. Yet, #5 was tripping the motor.
My next observation was the unbalance of amps on unit #5 (86/90/86 amps), i.e., roughly 5 percent current unbalance. Although electricians did not feel the value of such unbalance was an issue, it was the only remaining issue I could see possibly causing the problem. My conclusion was to check the electric side first-motor, contactors, relays, etc.
Wrong! Electrical inspection showed no problems. The pump rotor was finally pulled. Surprise! The nut holding the impeller was loose. The impeller moved down and was rubbing the wear rings of the casing by the impeller shroud. Furthermore, the shaft was slightly bent, as verified by the run-out inspection.
Conclusion
For medium to high energy pumps operating at low speed, vibration detection alone may not always reveal the root cause of the problem. Low speed may also not reveal the problem via elevated temperature of the windings or bearing housings. Additional power (amps) could be coming from the grinding away of the contacting wear rings, despite the fact that all other parameters of both pump and motor may remain at the acceptable (low) level. This would be similar to the low vibration of a vertical milling machine slowly milling away a metal plate-at low RPM and low feed rate-running smooth, yet grinding metal away.
In retrospect, after closer examination of the vibration signatures, some clues perhaps could be seen in the discrete multiples of the harmonics (1X, 2X, 3X, 4X, etc.), which often suggest the presence of internal component looseness. However, due to the overall values being so low and essentially within the noise level (noise is typically under ~0.02 in/sec), these peaks were disregarded as insignificant.
