
By leveraging the pressures that can be generated in the gaps of externally pressurized porous (EPP) gas bearings, a new class of seal offers capabilities not previously available. EPP gas bearings have been used in other industries for decades, but they are now being applied in seal applications for rotating equipment. This technology should increase the pressures that can be sealed against; reduce the flow of buffer, barrier and seal gases; and eliminate friction, heat and wear in seal applications. There are two types of gas bearings: aerodynamic and aerostatic. Most large pump and turbine rotors are supported on hydrodynamic oil bearings. Dry gas seals in compressors are examples of aerodynamic technology, and many micro-turbines are supported on foil-type aerodynamic bearings, while pump seals are often riding on a self-generating film.
.jpg) Image 1. Air bubbles emerge from an EPP gas seal face. (Images and graphics courtesy of New-Seal Inc.)
Image 1. Air bubbles emerge from an EPP gas seal face. (Images and graphics courtesy of New-Seal Inc.)Compensation Method
One method for providing compensation is to diffuse the seal gas though a porous material. The ideal seal design would supply pressure equally across the whole seal face and automatically restrict and dampen air flow to the face. The stability of porous media compensation is due to the damping effect from the passageways the gas must flow through to reach the face. This damping effect makes it difficult for the volume of air in the gap to change quickly, resulting in a naturally stable gas film that cannot be plugged by particulates.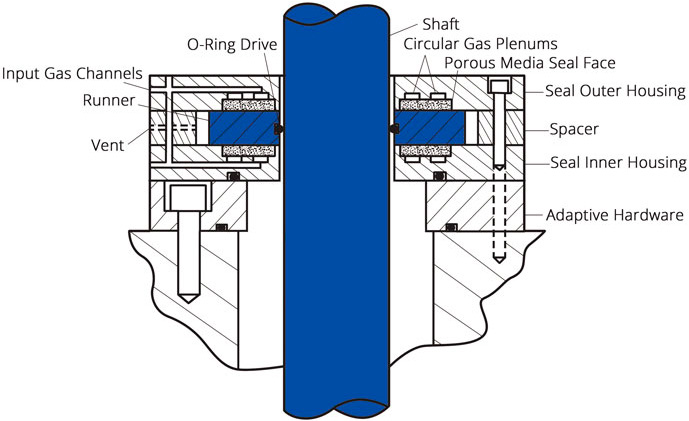 Figure 1. This diagram shows a double-opposed externally pressurized porous (EPP) gas seal.
Figure 1. This diagram shows a double-opposed externally pressurized porous (EPP) gas seal.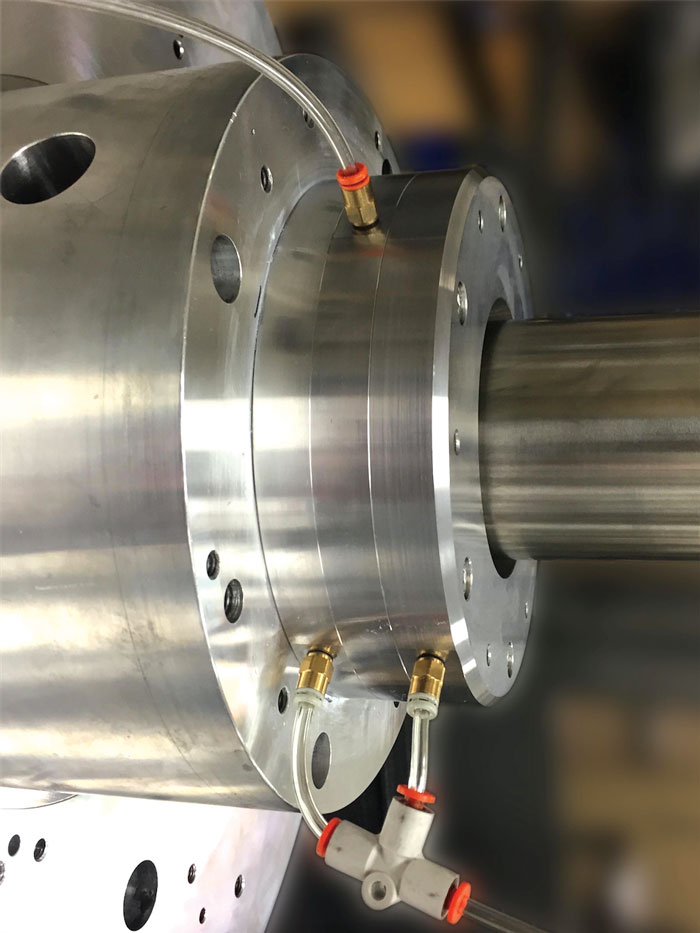 Image 2. Mounted double-opposed EPP gas seal with monitored vent
Image 2. Mounted double-opposed EPP gas seal with monitored vent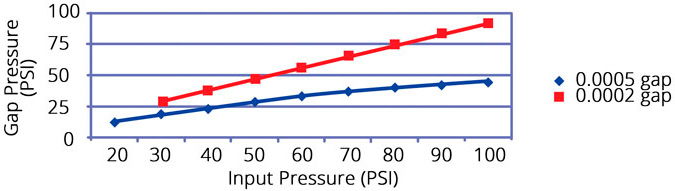 Figure 2. Gap pressure relative to starting gap clearance
Figure 2. Gap pressure relative to starting gap clearance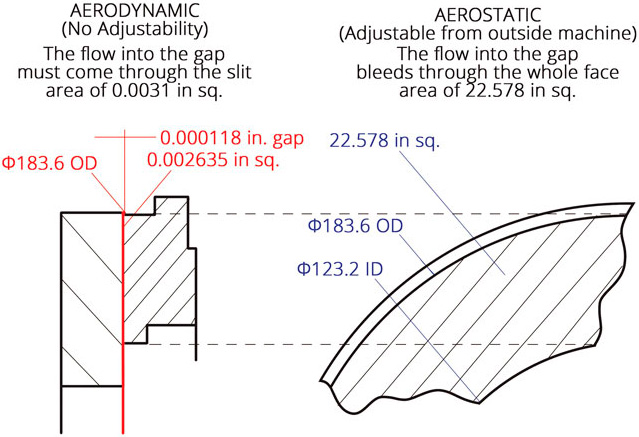 Figure 3. This diagram shows the area available for introducing gas into the seal gap.
Figure 3. This diagram shows the area available for introducing gas into the seal gap.