

Shortage of skilled workers, budget constraints, supply chain issues, unpredictable weather and aging water distribution infrastructure are some of the critical issues plaguing public water distribution networks and municipal water districts nationwide. However, packaged pump systems are a solution for overcoming these challenges.
What Are Packaged Pump Systems?
A packaged pump system consists of pumps, piping, valves, instrumentation, controls and electrical accessories installed and wired on a common structural steel base frame, which may also be housed inside a modular metal or fiberglass enclosure/shelter to protect equipment. It is a fundamentally self-contained pumping solution that can be set in place (typically anchored to a concrete foundation) at the jobsite, hooked up to the public utility (power and water lines) and switched on for use. They find use in a wide range of pumping applications such as pressure boosting, tank fill, dosing and disinfection, water filtration and treatment, etc.
Why Packaged Pump Systems?
Packaged pump systems offer the following benefits:
Preliminary design, cost and schedule estimate – At the inception stage of a project, the system manufacturer adds value beyond assisting the end user with pump selection and sizing by also helping write the specifications for the pump system and developing a preliminary scope, cost and estimated lead time based on the user’s requirements and constraints. This collaboration with the user ensures form, fit and function during design.
Detailed design and engineering – After order placement, the manufacturer carries out detailed design and engineering of the packaged system and compiles it in the form of a submittal package. The submittal typically includes equipment selection and sizing, general arrangement drawing (equipment layout, overall system dimensions and user connection tie in points), electrical and control schematics and panel drawings, sequence of operation, testing procedures and coating specification and procedures. This level of detailed engineering and design allows the project engineer/manager and contractor to focus on the overall project design and engineering.
Single source responsibility – Upon review and approval of the submittal package, the manufacturer places an order for the equipment and materials with multiple suppliers and is also responsible for expediting, receiving and staging components. The value this stage of the project offers the user is not having to deal with managing multiple vendors, contracts and potential supply chain issues, which is taken care of by the system manufacturer’s project execution team.
Compliance with industry standards and codes – Packaged pump system manufacturer’s facilities are typically certified to industry quality and safety standards and codes, which guarantees the user’s peace of mind.
Shop assembly of the packaged pump system – Helps eliminate the following:
a. field installation, alignment and troubleshooting of pumps and other
system components (all of which
require skilled labor)
b. project schedule delays due to unpredictable weather or other site installation delays
c. space at jobsite for staging components before field assembly
Eliminating the above translates into cost savings (skilled labor and time) and helps shave time off the project schedule. Packaged pump systems roughly offer up to 20% cost savings when compared with a stick-built (built on user’s jobsite) pump system (Image 1).
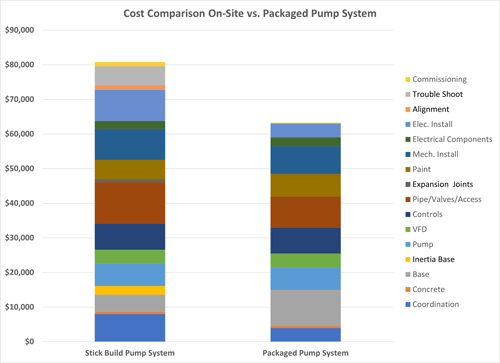
IMAGE 1: Packaged pump systems offer roughly up to 20% cost savings when compared with a stick-built (built on user’s jobsite) pump system.
Cost savings are greater when the packaged pump systems are housed inside a modular enclosure/shelter by the manufacturer. This considerably reduces the time, funds and coordination required for a field erected concrete building.
Testing and quality inspection – Shop testing and final quality inspection of the packaged pump system prior to shipment help minimize the scope of field commissioning and troubleshooting of the system at the jobsite, translating into labor, time and cost savings.
Optional after sales service – Assistance with installation, startup, commissioning and operator training.
Warranty – Makes the system manufacturer the single point of contact for any defective parts or workmanship for the duration stipulated in the warranty.
Digital solutions – Use advanced controllers and instrumentation to constantly monitor and learn the user’s varying requirements and control the packaged pump systems to maintain stable pressure, which in turn
helps reduce water loss due to pipe bursts and leakage (aging pipes) and reduce energy usage (minimizing operational costs).
Cloud-based remote monitoring – Data acquisition and logging systems that are more efficient and cost effective than conventional supervisory control and data acquisition (SCADA) systems. Such technologies help monitor the aging water infrastructure and alert maintenance personnel early to potential issues that could cripple the water network.
