
Since its invention in 1955 as a mining pump, the air operated double diaphragm (AODD) pump has established a well-earned reputation as a technology that is ideally suited for utilitarian, auxiliary or basic liquid-handling and transfer applications. AODD pumps excel in these types of applications because they have design characteristics that allow them to offer simple, sealless operation and enable them to self-prime, run dry, achieve suction lift up to 30 feet (9 meters or 14.7 pounds per square inch absolute [psia]), resist deadhead pumping conditions, operate while submerged and pass solids up to 3 inches (76 millimeters [mm]) in diameter. It did not take long for companies to see why these operational characteristics would be highly desirable in many process applications and why AODD pumps are true “process” pumps capable of performing efficiently, reliably and safely in a wide range of critical fluid handling applications. AODD pumps also hit the operational sweet spot in many of the fluid handling tasks that are prevalent in the chemical processing industry. There are four key areas in which AODD pumps often outperform other technologies in terms of efficient, reliable and cost-effective operation. Chemical processors who are looking to optimize their operations would be wise to consider the advantages that AODD pumps can provide in these areas.
The Importance of Air
As the name states, the operation of AODD pumps relies on compressed air, which can be found in most chemical-processing plants around the world. Leveraging this readily available air can make the AODD pump a plug-and-play device that requires no infrastructure upgrades to incorporate. Additionally, the use of air to power the pump is the key source of one of its most sought-after capabilities: the ability to deadhead without damaging the pump, system or fluid. This makes AODDs easy and flexible pumps to operate. Image 1. While plastic pumps are typically a go-to pumping technology in chemical processing, there can be instances where metal pumps are a better choice for the operator. (Images courtesy of Wilden)
Image 1. While plastic pumps are typically a go-to pumping technology in chemical processing, there can be instances where metal pumps are a better choice for the operator. (Images courtesy of Wilden)Low Maintenance Costs Through Proper Diaphragm Selection
Diaphragm pumps have a unique benefit when compared to many rotating-pump technologies in that they do not require any seals. Elimination of the need for packing or mechanical seals means that maintenance costs tend to be inexpensive and infrequent. Combined with the ease of operation, AODDs are a “set-and-forget” type of pump, provided the right diaphragms are selected for the application. Diaphragm material choice, shape and pump design all play a role. Along with the advances in air distribution design and operation, the improvements made in diaphragm construction and function over the years have been meaningful. Chief among them is that long-life diaphragms that have been engineered for use in chemical-processing activities require less maintenance, which lowers repair costs for the operator.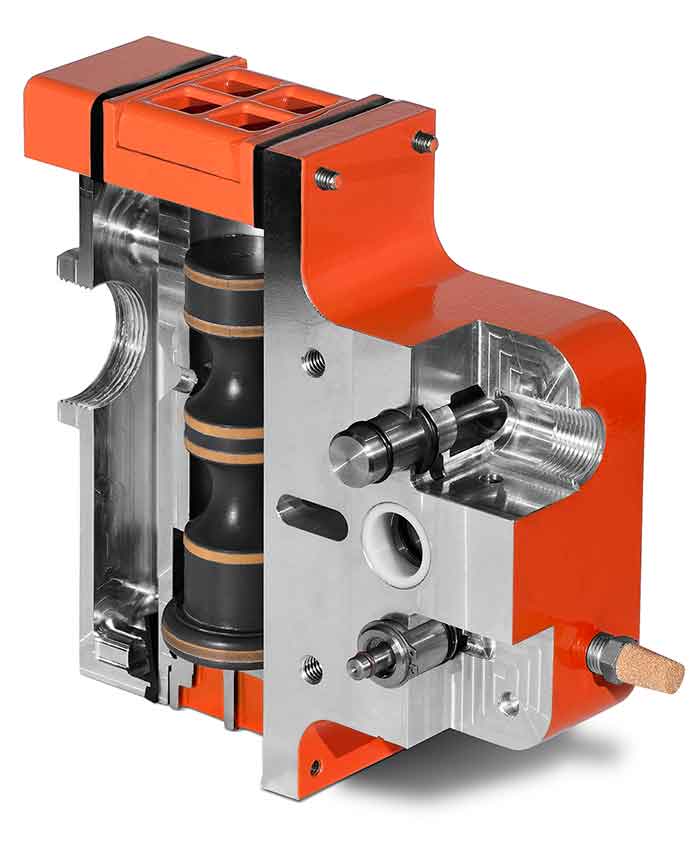 Image 2. A newly developed air control spool eliminates costly air loss at the end of the pump stroke, resulting in up to 60 percent savings in air consumption when compared to competitive models.
Image 2. A newly developed air control spool eliminates costly air loss at the end of the pump stroke, resulting in up to 60 percent savings in air consumption when compared to competitive models.Versatility & Compatibility
By definition, chemical processing requires the completion of some of the most intricate and complex industrial operations in the world. One of the most crucial operations is the transfer of liquids along the production chain. Due to the importance of the many fluid transfer operations along the breadth of the chemical manufacturing chain, facility operators need to identify the best pumping technology for the job. The technology must possess the versatility to perform reliably and efficiently at any number of points in the production hierarchy. AODD pumps can offer a number of operational advantages:- They are appropriate for use with high-viscosity fluids and can handle fluids that range from water-like to medium and very viscous liquids.
- They can run dry and strip discharge lines without getting damaged. If the pressures get to be too much, the pump will just stop running, but it will not break.
- They are simple devices and their control relies solely on solenoid operators, pump cycle counters and surge-dampener assemblies.
- Their operating costs can be lower when all of the maintenance, accessories and controllers are included, and in many cases their total cost of ownership is lower over their entire operational lifespan when compared to competitive pump styles.
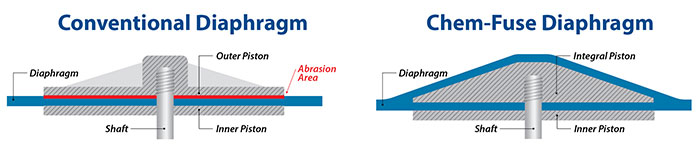 Image 3. One diaphragm is designed with a piston that is integrated into the diaphragm itself. The result is that unlike conventional diaphragms, this diaphragm has no outer piston abrasion, which is a key failure mode for conventional diaphragms and eliminates a potential leak point around the outer piston. This means improved diaphragm life and peace of mind when handling hazardous liquids.
Image 3. One diaphragm is designed with a piston that is integrated into the diaphragm itself. The result is that unlike conventional diaphragms, this diaphragm has no outer piston abrasion, which is a key failure mode for conventional diaphragms and eliminates a potential leak point around the outer piston. This means improved diaphragm life and peace of mind when handling hazardous liquids.