

Centrifugal chemical pumps are ideal for many applications, from filtration and circulation to storage and unloading (Image 1).
Due to their harsh nature, corrosive chemicals must be handled carefully. As designers establish their systems, they must select pumps that are constructed to withstand the specific corrosive chemicals involved in their process.
Centrifugal Chemical Pump Types
Centrifugal pumps are available to transfer a wide range of flows. Using rotational energy supplied by an impeller, these pumps are able to move liquids safely and efficiently. Centrifugal chemical pumps are designed to transfer liquids that other pumps cannot safely handle (Image 2).

Centrifugal chemical pumps are manufactured in two main styles: mechanically sealed and magnetically driven. These designs are distinct and are appropriate for different applications.
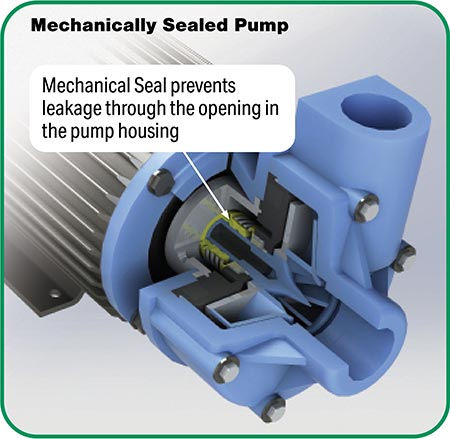
Pumps With Mechanical Seals
A centrifugal pump features an internal rotating impeller with a portion that connects to the motor through an opening in the pump housing. To prevent leakage, a mechanical seal is used for this opening. These are typically made of ceramic, silicon carbide or carbon rings that are carefully designed to seal the pump preventing leakage. One ring rotates as the shaft turns, while the other remains stationary in the pump. As the fluid travels through the pump, a small amount moves between these two seal faces to provide lubrication.
The main advantage to this type of pump is the initial purchase price. Compared to other types of pumps, the initial investment is typically lower. A secondary advantage is the potential to handle some solids (Image 3).
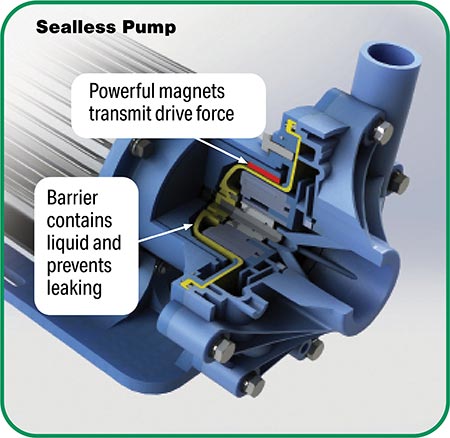
Magnetic-Drive Centrifugal Pumps
As the name implies, magnetic-drive (mag-drive) pumps are driven by magnets. This eliminates the direct connection between the impeller and the motor shaft, effectively eliminating the need for a seal. Magnets are mounted on the motor shaft to transfer the motor power through a solid barrier to other magnets inside the pump, which rotate the impeller.
The key advantage to this pump style is the lack of mechanical seal. With no seal to wear out or leak, this pump style offers lower maintenance and greater longevity than mechanically sealed pumps, and also, some models feature run-dry capability not commonly found among mechanically
Centrifugal Chemical Pump Benefits
1. Corrosion Resistance
This benefit creates two advantages. First, the pumps allow manufacturers and processors to transfer a wide variety of fluids, even those that would quickly cause corrosion in other pumps.
Second, the pumps offer long service life. Even when used for extremely
corrosive chemicals, the pumps are able to withstand these conditions and deliver enhanced return on investment (ROI) (Image 4).
2. Energy Efficiency
Centrifugal chemical pumps rank high in energy efficiency compared to other pumping technologies. Their efficiency reduces costs both in the short term and over the life span of each unit.
3. Smooth Flow
Some pumps produce pulsing flow. Centrifugal chemical pumps avoid pulsing.
4. Proven Reliability
Centrifugal chemical pumps are a solid choice when reliability is critical. Evaluate design and construction features to ensure the specified pump will be durable enough to operate under the most extreme conditions in the planned application.
5. Low Maintenance
Despite long life spans, some pumps may require frequent routine maintenance that can make them costly to operate. Fortunately, centrifugal chemical pumps have low routine maintenance requirements.
6. Size Versatility
Centrifugal chemical pumps are available in a wide range of sizes. The various models can accommodate flow rates ranging from less than 1 gallon per minute (gpm) (1 liter per minute [lpm]) to greater than 1,400 gpm (318 cubic meters per hour [m3/hr]).
7. Application Versatility
The same pump configuration is not suitable for every application. With centrifugal chemical pumps, various configurations are available to provide solutions for multiple applications. These versatile pumps are available in three configurations:
A. Flooded suction—These can be used when the liquid supply level is above the pump’s centerline or impeller eye.
B. Self-priming—These can be used when the liquid supply level is below the pump’s centerline or impeller eye.
C. Vertical—These pumps are typically submerged in the fluid, making them suitable for applications where space is limited. Some manufacturers offer standard, nonsubmergible pumps that can be mounted vertically outside the tank to save space.
Furthermore, the option of mechanical seal or magnetic drive sealless designs adds to the versatility of these pumps. These two constructions cover a full range of applications. This diversity also covers a range of budgets, making it easier to find a pump that is suitable for each unique use.
Specifying a Centrifugal Chemical Pump
To spec the ideal pump for any application, the pump supplier needs key pieces of information. To provide the required information, consider these questions about the fluid and the application.
About the Fluid
What is the name of the fluid(s) the pump will transfer? This may include more than one name if there will be a mixing of products or the fluid is a mixture of chemicals.
What is the concentration of the fluid? This helps determine the chemical’s level of corrosivity.
What is the fluid temperature? Chemical resistance can vary by temperature, so this quality is important to note.
What is the specific gravity of the fluid? This is used to select the correct motor power and lift capacity.
What is the viscosity of the fluid at pumping temperature? This affects the flow, head and motor power of the centrifugal chemical pump.
Will the pump be used for solids? If so, the user must identify the hardness, particle size and concentration of the solids. These details affect the material specs of the pump.
Is the fluid flammable or combustible? This affects what components and materials are used for the construction of the pump.

About the Application
What is the total head? This is based on the piping system and is used for reviewing a manufacturer’s pump head-capacity curves.
What is the flow rate? This is the volume of liquid that needs to be pumped per unit of time.
What is the net positive suction head available (NPSHa)? This is the suction head made available to the pump and provided by the piping system, which must be taken into consideration to avoid damage to pump components.
What is the application? A detailed description of how the pump will be used allows the manufacturer to spec the appropriate pump.
What other materials are involved? Some materials may be suitable for some chemicals, but they can be negatively affected by certain combinations of products.
What is the ambient temperature range? In settings where the temperature is not controlled, this must be taken into account when selecting the motor and construction materials.
What is the atmosphere environment? This helps determine the motor enclosure type.
What is the altitude? Atmospheric pressure affects maximum lift, NPSHa and motor cooling ability.
Using the information about the fluid and application, partner with pump manufacturers and knowledgeable, experienced pump distributors in order to specify the correct pump type and the materials of construction to handle the chemicals involved.
