

For any industrial pump operator, the accepted definition of suction lift as it relates to pump operation—the vertical distance the pump can pull a liquid when the liquid source is located below the center line of the pump—should be easy to grasp.
Achieving sufficient suction lift can, however, be a lot more complicated. The theoretical limit of suction lift for a pump at sea level is 33.5 feet (10.2 meters). This is because atmospheric pressure is constantly pushing down on the liquid at a rate of 14.5 pounds per square inch (psi) (1.0 bar). When any pump operates, it works to decrease pressure at the inlet. If a pump achieves a “perfect vacuum” and drops the pressure to 0.0 pounds per square inch absolute (psia), it would theoretically allow the pump to pull a liquid 33.5 feet vertically.
This article will illustrate how positive displacement (PD) pump technologies, specifically those of the sliding vane variety, are a strong choice when trying to achieve a proper amount of suction lift.
The Challenge
Suction lift is a common need in many industrial pumping applications. Railcar unloading, fueling stations with underground storage tanks and chemical processing plants are notable examples. The overriding challenge for these applications is that as the suction-lift requirement increases, the pump needs to decrease its inlet pressure in order to effectively pull the liquid into the pump. However, if that level of pressure becomes too low, the liquid can have a propensity to cavitate.
Cavitation is defined as the formation of bubbles within a liquid. These bubbles can form when the pressure exerted on the liquid becomes low enough that the liquid starts to evaporate. As the bubbles go through the pump, pressure is rapidly applied to these bubbles, imploding them into liquid form. The rapid collapse creates a shockwave of energy in the liquid that will attack and damage the pump internals, resulting in inefficient operation and early failure.
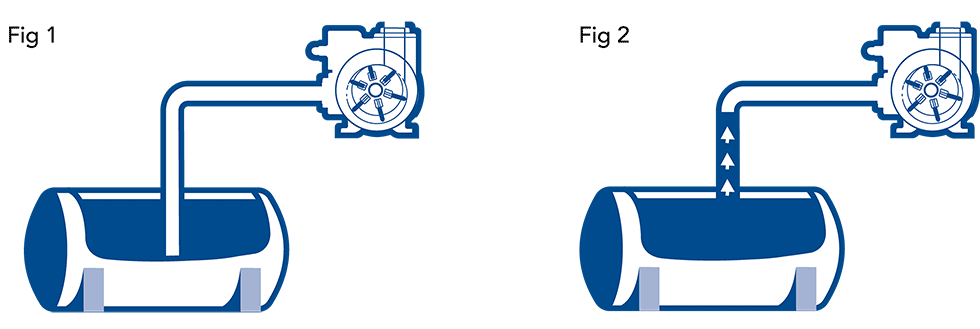
In all high-suction applications, the pump will have to be primed before it can begin to operate safely and effectively. With that in mind, there are two types of priming that can be incorporated depending on the pump’s setup: wet or dry. (See the sidebar for a closer look at dry priming.)
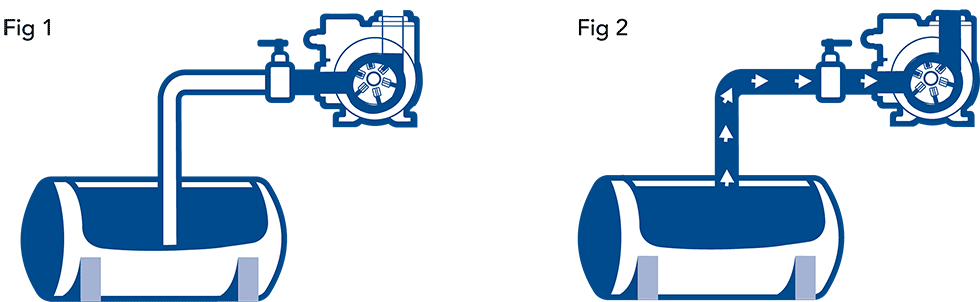
In general, wet priming occurs, as the term suggests, when there is residual fluid left in either the piping or the pump itself. Any fluid that remains in the piping will have surface tension, or the fluid may be intentionally trapped within the piping or pump via use of a foot or similar valve. This enables the inlet to be wetted with liquid before operation begins, and this wet suction lift condition will improve the pump’s overall suction lift capabilities. It also makes priming the pump easier and offers such benefits as the ability to produce up to five more feet of suction lift at startup and to pump liquids with higher viscosities.
For many years, centrifugal pumps have been the most commonly used technology in industrial liquid-transfer applications, even though their operators must precondition, or “prime,” centrifugal pumps before they can begin operating them, which is a process that can be labor-intensive, time-consuming and cost-prohibitive. In other words, the volute of a centrifugal pump must contain some liquid as it begins to operate because if it is allowed to run dry, the pump will overheat, which can result in mechanical-seal failure.
A second way operators can try to make centrifugal pumps work in this type of application is through the use of a self-priming centrifugal pump. These pumps feature a reservoir that continues to hold liquid when the pump is not operating, and the level of this liquid in the reservoir must be manually maintained, as it diminishes after initial operation. When the pump begins to operate, the liquid in the reservoir is circulated through the pump, forcing any air that is inside the pump to move through the suction piping and out of the discharge port. Only once all of the air has been removed can the product begin to flow safely. Note that even self-priming centrifugal pumps cannot run dry.
Once the centrifugal pump is properly primed, it can create suction lift, but the extra time and (in some cases) cost needed to do so can lead to production and bottom-line inefficiencies that can hamper the overall performance and cost-effectiveness of the pumping operation.
An Alternative
One alternative to centrifugal pumps in high suction-lift applications is the PD sliding vane pump. When the piping is flooded via wet priming, a PD pump can create a wetted suction-lift value of approximately 25 feet (7.6 meters), while the maximum actual wetted suction lift for a centrifugal pump is generally up to 15 feet (4.6 meters).
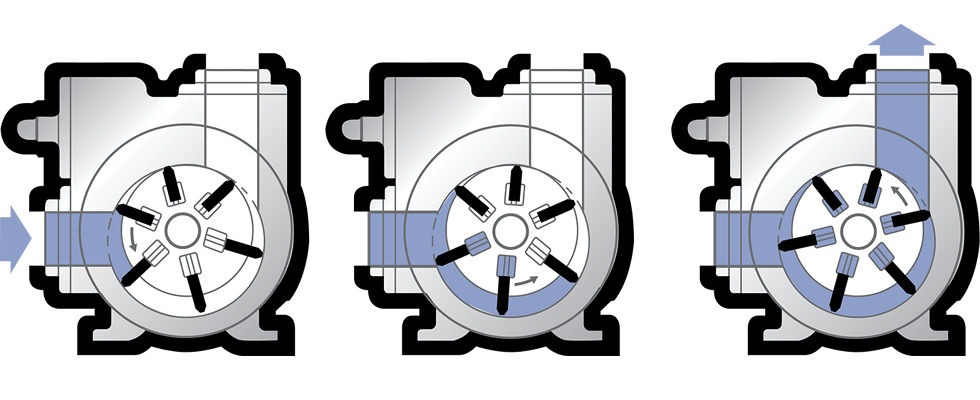
The secret to the sliding vane pump’s success in creating high suction-lift values is found in its unique design and method of operation. Sliding vane pumps have a number of nonmetallic vanes. When the pump driver turns the rotor, a combination of forces—centrifugal (pump speed), mechanical (push rods) and hydraulic (liquid pressure)—force the vanes out of their slots and into the walls of the pump casing, creating a seal between the two. As the vanes rotate in the cylinder, a vacuum is created at the inlet of the pump. Because sliding vane pumps can run dry, there is no risk of overheating or excessive cavitation within the pump as the pump creates suction.
Additionally, during the priming process, any air or vapor that is in the pump or piping needs a release, as a pressurized discharge will prevent the pump from priming. In this instance, sliding vane pumps can be outfitted with a supply vessel, which allows the dissipation of any air or vapor that is present.
Taken together, optimized sliding vane pump operation in these areas will result in a liquid-transfer application that is able to consistently, efficiently and safely meet all of the application’s suction-lift requirements.
The ability to create suction lift is a foundational requirement in many common industrial liquid-transfer applications. Some technologies that claim to have suction-lift capabilities may also be inadequate for the job if they are unable to run dry. In this case, these pumps will need to be pre-primed before beginning to operate, which results in added system and labor costs, as well as complexity and hassle for the operator.
In high suction-lift applications, positive displacement sliding vane pumps can offer a solution. Some sliding vane pumps can produce 25 feet (7.6 meters) of suction lift with no need for pre-priming or the use of additional system equipment and components. They also offer additional benefits like lower installation and operating costs, consistent flow rates and easy maintenance.
