

The food processing industry is a complex and highly regulated field where ensuring consistent quality and safety is paramount. Achieving this level of consistency can be challenging. Still, innovative heating technologies like direct steam injection (DSI) have been an asset to the industry with advantages focusing on versatility and product safety.
DSI: A Revolution in Food Production
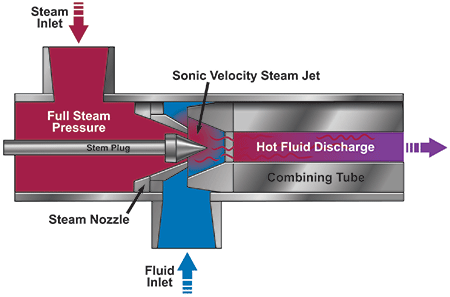
DSI is a heating technique that injects steam directly into process liquids, creating precise temperature control and thorough mixing. When modulating direct steam injection, two methods, external and internal modulation, control the mass flow of steam into the process fluid.
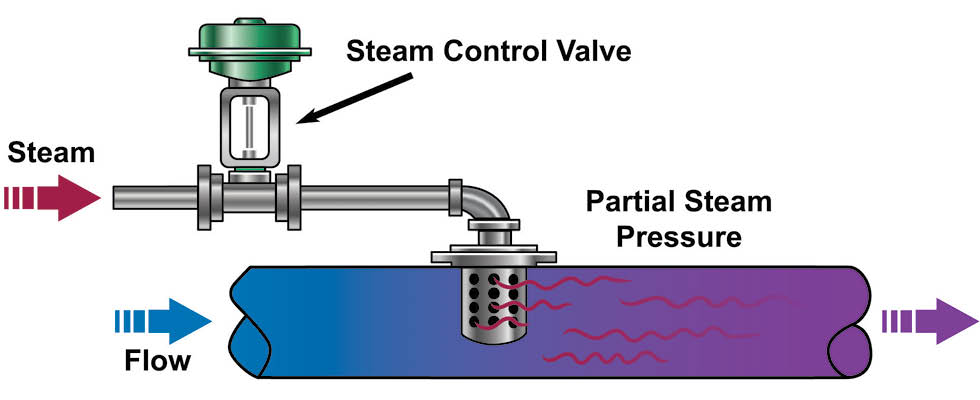
External modulation uses a steam control valve on the supply line to vary the steam pressure at the injection point. This affects the steam’s density and velocity through the nozzle, controlling the amount of heating. However, external modulation can lead to operational instability, hammering and vibrations, especially with varying steam flow rates. At low steam flow rates, minimal pressure differentials can cause disruptions, while high steam flow rates may result in steam hammering.
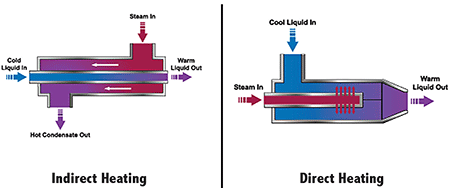
In contrast, internal modulation within DSI focuses on controlling the injection area rather than manipulating steam velocity and density to regulate heating. Internally modulated heaters operate at higher steam velocities, which improves mixing and ensures almost instantaneous steam condensation into the process fluid. Comparing DSI to traditional heat exchangers reveals two fundamental types of heat exchange: direct and indirect. Indirect heating, often accomplished through plate and frame or shell and tube heat exchangers, prohibits direct steam and fluid mixing. These heat exchangers transfer heat through a solid barrier, resulting in approximately 83% of heat energy transferred to the process fluid. The remaining energy is discharged as condensate formed by the steam.
DSI provides rapid and uniform heating, making it beneficial in processing starches and various food products. It can heat highly viscous fluids and handle challenging-to-heat substances, preventing issues like bake-on and abrasive slurries. Additionally, DSI eliminates problems associated with plugging and fouling on the heat transfer surface.
Enhanced Product Safety
In the realm of food processing, the pursuit of product safety and sanitation is an unwavering priority. The industry faces the formidable task of ensuring every batch of food produced adheres to stringent safety standards while extending the shelf life of products to meet consumer demands. DSI technology is critical in achieving these goals, offering precise temperature control and consistent heating processes that elevate product safety and extend shelf life.
The critical importance of product safety
Ensuring food products are free from harmful microorganisms and contaminants is not just a regulatory requirement, but a moral obligation for food processors. Consumers trust the products they purchase are safe for consumption, and any lapse in safety measures can have dire consequences, including health hazards, legal ramifications and damage to a company’s reputation.
DSI technology enables food processors to consistently achieve and maintain the exact temperatures required for critical processes such as sanitization and pasteurization. These processes are vital for eradicating harmful bacteria, pathogens and contaminants that may be present in raw food materials. Achieving precise temperature control is critical in ensuring every batch is treated effectively, leaving no room for uncertainty.
Extending shelf life
In addition to bolstering product safety, DSI technology offers the advantage of extending the shelf life of food products. Precise temperature control is instrumental in eliminating harmful microorganisms and preserving the quality and freshness of food. By heating products to the exact temperatures required for pasteurization, food processors can destroy spoilage microorganisms and enzymes that can lead to product degradation. This results in products with a longer shelf life, reducing waste and ensuring consumers receive high-quality and safe products.
Consistency and peace of mind
One of the critical benefits of DSI technology is the peace of mind it brings to food processors. Consistency in product safety is not an aspiration but a requirement, and DSI technology’s capacity for delivering precise temperature control consistently addresses this need. Food processors can trust that every batch is treated with the same care and precision, minimizing the risk of safety issues and ensuring product uniformity.
Versatility in Food Processing
One of the standout advantages of DSI technology is its versatility. DSI heaters, known for their adaptability, offer flexibility.
Tailored cooking processes
DSI heaters have the capability to be tailored to various cooking and processing needs. This adaptability allows them to excel in food processing, where a one-size-fits-all approach rarely suffices. Food processors can harness the power of DSI heaters to cook products inline, ensuring each batch is consistently and thoroughly heated to perfection. But the true magic lies in the ability of DSI heaters to accommodate specific cooking processes, such as parboiling, immersion cooking or tank heating.
Precision meets consistency
The adaptability of DSI technology empowers food processors to fine-tune their heating processes to meet the exact requirements of each recipe. This precision in temperature control is essential in the food industry, where the subtlest variation can impact product quality and taste. DSI heaters provide the precise temperature control necessary to ensure every batch is cooked to perfection, with minimal room for error.
Combating burn-on and fouling
In addition to its flexibility and precision, DSI technology addresses challenges like burn-on and fouling, common concerns in food processing. Burn-on occurs when food ingredients adhere to the heating surfaces, resulting in undesirable scorching or caramelization. Fouling involves the accumulation of residues that can degrade product quality and pose sanitation risks. By injecting steam directly into the process liquids, DSI heaters prevent hot spots and scorching, ensuring the product is evenly and thoroughly heated without the risk of sticking to heating surfaces. The instantaneous mixing and condensation of steam into the process fluid prevents the formation of residues that lead to fouling. This means that food processors can maintain consistent product quality, taste and texture while avoiding the common pitfalls associated with burn-on and fouling.
Addressing Water Addition Concerns
One common concern raised by potential users of DSI technology is the addition of water to the recipe, potentially diluting the product. DSI heaters use steam, which condenses back into water during heating. However, this water can be efficiently managed using a flash tank, where the heat is released and the condensate evaporates, generating flash steam while removing excess water. Furthermore, the condensate can be incorporated into the recipe, adding it to the existing water already accounted for in the ingredient statement. Typically, a general rule of thumb is to add 1% water for every 10 degree temperature rise, and this can be easily adjusted using a water addition formula. Steam, being sterile water, does not alter the final product’s taste. In many cases, incorporating the steam from the DSI heater into processing systems has improved product quality, texture and flavor.
DSI technology has emerged as a valuable tool in the food processing industry. Its versatility, enhanced product safety and precise recipe control capabilities make it a preferred choice for food processors looking to maintain consistent quality while ensuring product safety and cost savings.
