

The pump performance test portion of a specification is an essential but often neglected part of the overall design process. Unfortunately, this critical section of the specification is often created by dusting off and reusing an old specification or copying from previous projects that reference incorrect, superseded or withdrawn standards. This practice can result in a frustrating and contentious experience for everyone involved, because the selection of the appropriate factory pump performance test standard and acceptance grade can have a major impact on a manufacturer’s ability to comply to a specification and will affect production costs and manufacturing lead-times.
One of the main issues contributing to this confusion is the evolution of Hydraulic Institute (HI) standards over the years. Until 1983, all HI standards were consolidated in a single hardcover book titled Hydraulic Institute Standards: 14th Edition. Since then, HI has expanded its standards significantly, resulting in thousands of pages of content, with each subject typically addressed by a separate standard or guideline. This expansion has allowed HI to provide comprehensive coverage of various topics to meet industry demands.
Nonetheless, a drawback of this expansion is the renaming, division or renumbering of test standards for the sake of simplicity. As a result, specifiers may be unaware of whether a standard has been superseded, renumbered, revised or modified to exclude certain factory performance acceptance testing. Although many specifying engineers have made diligent efforts to stay on top of the most current standards and specify the correct appropriate factory pump performance test standard, the industry still encounters issues of overspecification and misspecification of testing requirements, including references to nonapplicable standards. This article aims to address these challenges by providing detailed information on the relevant testing standards for each pump type and highlighting economic and logistical considerations that should be considered when specifying a factory pump performance test and acceptance grade.
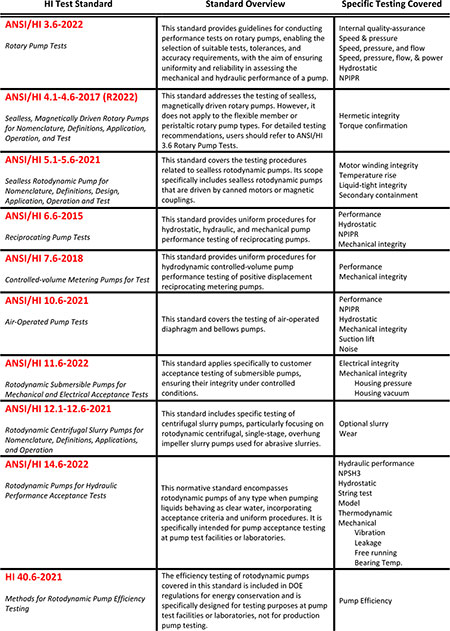
HI offers 10 distinctive factory pump performance test standards, covering the range of rotodynamic, centrifugal, rotary and reciprocating pumps. Additionally, in support of Department of Energy (DOE) regulations, HI created an efficiency testing specific standard, which was included in governmental regulations for energy conservation. Since 2021, seven out of the 10 HI test standards have been revised and six have been approved as an American National Standard. A major challenge faced by specifiers is determining which HI standard covers specific types of tests and pump types. For example, while American National Standards Institute (ANSI)/HI 3.6 Rotary Pump Tests cover the hydraulic performance testing of sealless, magnetically driven rotary pumps, the requirements for hermetic integrity and torque confirmation are found in ANSI/HI 4.1-4.6 Sealless, Magnetically Driven Rotary Pumps for Nomenclature, Definitions, Application, Operation, and Test. Similarly, reciprocating pumps specifically designed to dose precise volumes have their own test standard (ANSI/HI 7.6-2018 Controlled-Volume Metering Pumps for Test). Given that different pump types or classifications may have separate standards for hydraulic and integrity testing, or even different test standards altogether, a comprehensive overview is provided as a reference tool for specifiers. This overview, depicted in Image 1, can support specifiers in streamlining the pump procurement process by assisting in the selection of the appropriate factory pump performance test standard.
The specialized test standards for centrifugal submersible, slurry and sealless pumps concentrate exclusively on tests suitable for their respective pump types and applications. These specialized factory performance tests include mechanical and electrical integrity testing for submersible pumps, optional slurry and wear tests for slurry pumps and motor winding integrity, temperature rise and containment tests for sealless pumps.
Additionally, as previously discussed, the test standard for sealless, magnetically driven rotary pumps only addresses hermetic integrity and torque confirmation for this pump type. The remaining HI test standards for rotary, air-operated and reciprocating pumps provide specific uniform procedures for hydraulic, integrity and net positive suction head/net positive inlet pressure (NPSH/NPIP) testing.
The recently updated ANSI/HI 14.6-2022 Rotodynamic Pumps for Hydraulic Performance Acceptance Tests (ANSI/HI 14.6) standard encompasses the uniform testing and acceptance of rotodynamic pumps (including centrifugal, mixed flow and axial flow pumps) across all markets and industries. Through manufacturer and industry consensus, all other HI rotodynamic test standards have been harmonized with ANSI/HI 14.6 standard for hydraulic, NPSH3, and hydrostatic testing, as well as pump performance test acceptance grades.
One may ask, “Why did HI decide to harmonize all rotodynamic hydraulic performance testing into one standard?” The answer is simplicity. For years, HI had multiple rotodynamic test standards for different classifications of pumps, leading to confusion about which standard should be specified. Since the test procedure is similar for all rotodynamic pumps, with a few minor variations, the pump industry decided all performance testing, along with NPSH3 testing, should be covered in one universal standard. The ANSI/HI 14.6 standard replaced both the ANSI/HI 1.6 Centrifugal Pump Tests and ANSI/HI 2.6 Vertical Pump Tests. Additionally, it is incorporated by reference for the hydraulic performance, NPSH3 and hydrostatic testing for pumps within scope of ANSI/HI 5.1-5.6 Sealless Rotodynamic Pump for Nomenclature, Definitions, Design, Application, Operation and Test, ANSI/HI 11.6 Rotodynamic Submersible Pumps for Mechanical and Electrical Acceptance Tests and ANSI/HI 12.1-12.6 Rotodynamic Centrifugal Slurry Pumps for Nomenclature, Definitions, Applications, and Operation.
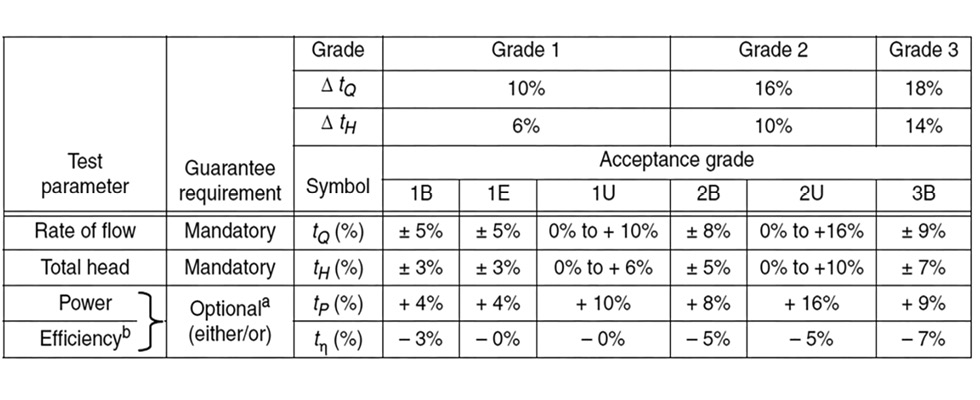
The ANSI/HI 14.6 standard also includes three test acceptance grades, each offering varying levels of measurement accuracy. In the use of ANSI/HI 14.6, it is crucial to consider the selection of a test acceptance grade carefully, as the selection may unintentionally result in increased energy consumption, failure to meet system requirements or operation beyond system and pump capabilities. Grade 1 provides the highest accuracy with the tightest tolerance bands, while Grades 2 and 3 allow for lower accuracy and wider tolerance bands (Image 2). ANSI/HI 14.6 also defines special case tolerance applied to pumps below 10 kilowatts (kW) (13 horsepower [hp]).
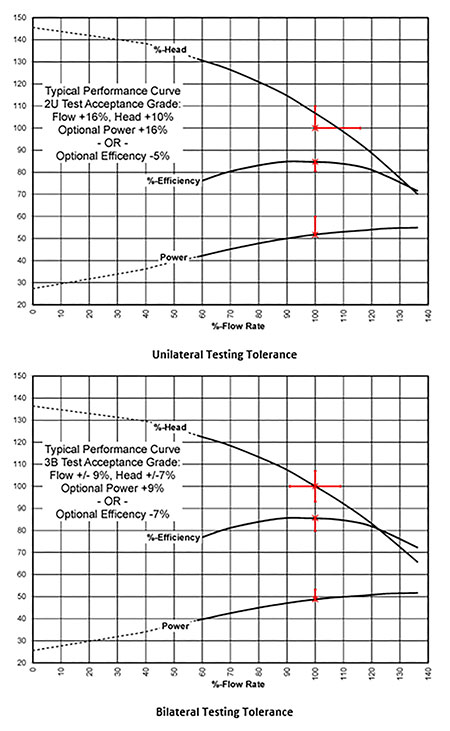
As noted, the tolerance band of the acceptance grade widens with each respective grade, and the tolerance can be unilateral or bilateral around the guaranteed point, as illustrated in Image 3.
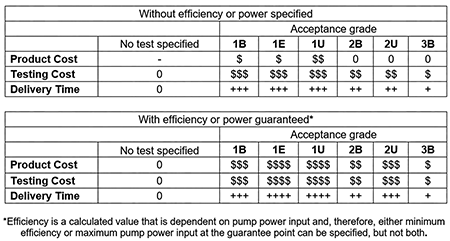
The reason for acceptance grade options is that the standard is used for pumps of varying size, complexity, cost and application. If the most restrictive acceptance grade (Grade 1) were uniformly specified, it would significantly increase costs and lead times for pump procurement (Image 4) that may not be warranted for all situations. Additionally, a bilateral tolerance on flow and head may be preferred to lower energy consumption.
The acceptance grades provide the option to include pump power or efficiency at the guarantee point. Unlike the tolerances for head and flow performance, only a low limit is established as a percentage of the guaranteed efficiency. The most stringent grades allow no negative tolerance on efficiency, while the least stringent grades may permit a reduction of several percent. It is important to note the tolerance is expressed as a percentage of the guaranteed efficiency, rather than a specific number of percentage points below it.
The selection of an appropriate performance acceptance grade relies on factors such as the pump control method, a comprehensive understanding of system operation and the specific pumping requirements of the application. It goes beyond merely regulating the pump output; the response of the system must also be considered. Applications or processes that demand minimal control or exhibit easier controllability can benefit from less stringent acceptance grades, such as Grade 2 or 3. The system and pump curves play a significant role in determining the suitability of these grades. Additionally, other considerations include the accuracy required for system head and flow, application process requirement and commercial costs.
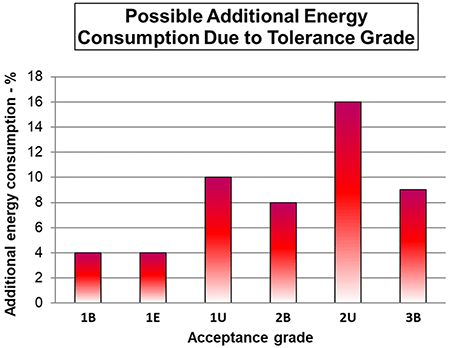
Selecting a less restrictive acceptance grade, such as Grade 2 or 3, can result in the potential for higher energy consumption due to the greater allowable positive tolerances above the guarantee point for head or flow rate. This is illustrated in Image 5, which shows the relationship between the selected testing grade and the level of energy consumption. As the pump is designed to meet higher demand by exceeding the required specifications, it will require more energy to operate. Image 5 provides a visual representation of the relative increase in energy consumption compared to the nominal energy requirement based on the chosen testing acceptance grades.
Selecting the appropriate factory pump performance test standard is crucial for manufacturers to comply with specifications effectively. Neglecting this aspect can result in increased production costs, longer lead times and overall dissatisfaction. HI offers a range of comprehensive test standards, including a specific standard for energy efficiency testing pumps within DOE regulations. Harmonization efforts have led to the development of the ANSI/HI 14.6 standard, providing a unified approach to hydraulic performance testing for rotodynamic pumps. Careful consideration of the test acceptance grade is essential, as it impacts factors such as measurement accuracy, energy consumption and system requirements. By making informed choices in selecting the appropriate test standard and acceptance grade, users can ensure optimal pump performance and operational efficiency.
References
Hydraulic Institute, “Understanding the Effects of Selecting a Pump Performance Test Acceptance Grade,” White Paper, 2018.
Hydraulic Institute, “Specification of Test Acceptance Grades,” White Paper, 2022.
