
First of Two Parts
06/16/2014
Last month’s column explained how to make sure the entire team understands the pump system’s operation with an energy cost balance sheet. This column discusses using those techniques to work through the assessment process. First, develop an energy cost balance sheet based on how the system currently operates. Then identify system improvement options, and generate an energy cost balance sheet for each. The balance sheets provide the plant’s financial management team with the data required to decide on an action plan based on the potential risks/rewards.
Current System Assessment
In the demineralized water system that has been used in this column, a typical process system is assessed. This system consists of a supply tank, centrifugal pump, process component, destination tank and two control loops (see Figure 1). Downstream from the process pump, some of the flow is returned to the supply tank to maintain a 100 psi pressure. The remainder of the system flow runs through the process component, flow element and onto the destination tank. The level in the destination tank is maintained at 5 feet by a level control valve.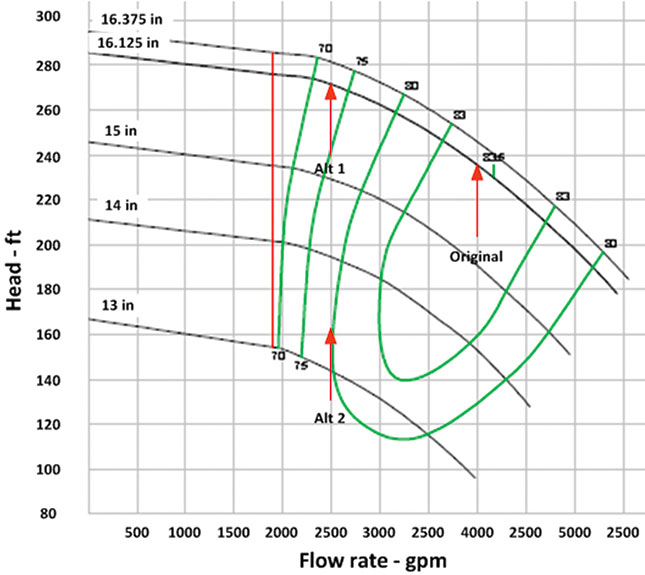 Figure 1. The pump curve shows the location of the original flow, the flow of Option 1, and the flow and head of Option 2.
Figure 1. The pump curve shows the location of the original flow, the flow of Option 1, and the flow and head of Option 2.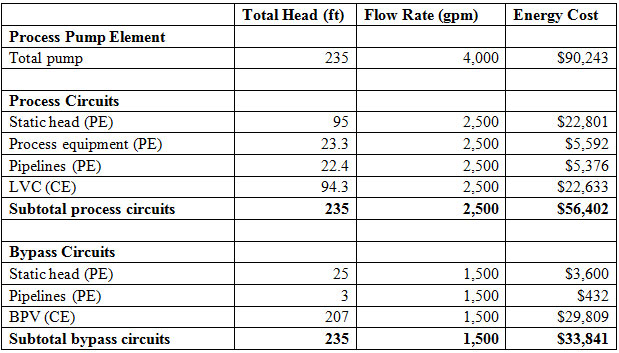 Table 1. The energy cost balance sheet for the operating system—notice that the total pump energy and power cost is the same as the sum of the process circuits.
Table 1. The energy cost balance sheet for the operating system—notice that the total pump energy and power cost is the same as the sum of the process circuits.Consider Alternatives
System improvement opportunities can be analyzed. The primary focus is the elimination of the bypass circuit. Four alternatives are suggested:- Change the plant’s operation procedure to eliminate the need to maintain a continual bypass for pressure regulation.
- Eliminate the bypass control and trim the impeller to reduce excessive head across the level control valve (LCV).
- Install a variable speed drive (VSD) to establish level control in the destination tank by varying the pump speed.
- Purchase a new pump to meet the current system’s needs.
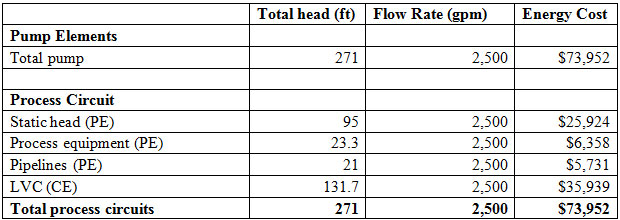 Table 2. The energy cost balance sheet for eliminating the bypass control on the process system
Table 2. The energy cost balance sheet for eliminating the bypass control on the process system 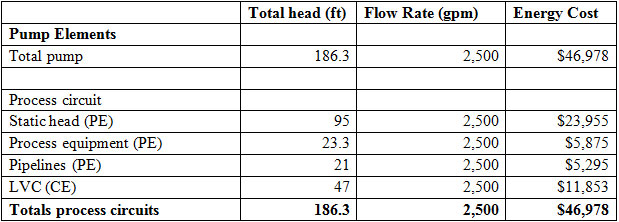 Table 3. Energy cost balance for isolating the BPV and trimming the process pump’s impeller
Table 3. Energy cost balance for isolating the BPV and trimming the process pump’s impeller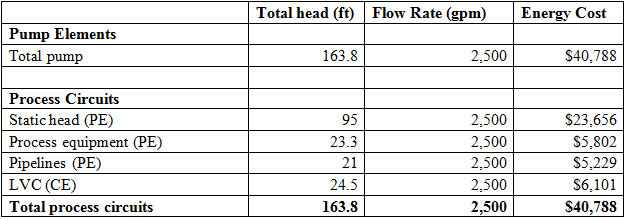 Table 4. Energy cost balance sheet for the system controlled by a VSD
Table 4. Energy cost balance sheet for the system controlled by a VSD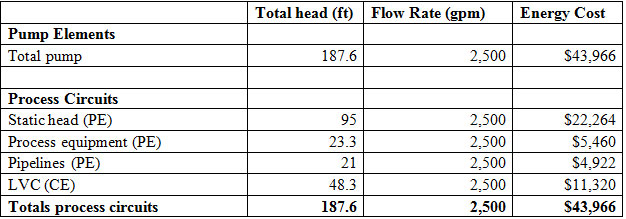 Table 5. Energy cost balance sheet for the system with a new, higher efficiency pump installed
Table 5. Energy cost balance sheet for the system with a new, higher efficiency pump installed