
The first of a two-part primer on best practices for maintaining quantity and quality of lubrication.
More and more plants have goals focused towards extending the mean time between repairs (MTBR) for their rotating equipment which includes Centrifugal Pumps. Maximizing the lubrication effectiveness in process pumps will be a big contributor towards meeting this goal. In this two part article, you will learn about optimal ways of lubricating the bearings in process pumps that include:
- Lubrication Fundamentals
- Typical Pump Designs for Providing Lubricant to the Bearing
- Quantity of Lubricant
- Quality of Lubricant
- Best Practices – Improving Quantity
- Best Practices – Improving Quality
Bearings that are properly lubricated with minimal contamination will operate at lower temperatures and for longer periods of time. There have been various studies done on why rolling element bearings fail prematurely, and consistently the number one cause can be attributed to poor lubrication. One particular study stated that 50% of damage is caused by defective lubrication (Figure 1). Poor or defective lubrication can be classified as:
- Incorrect lubricant
- Incorrect quantity of lubricant
- Contaminated lubricant
- Lubricant degradation
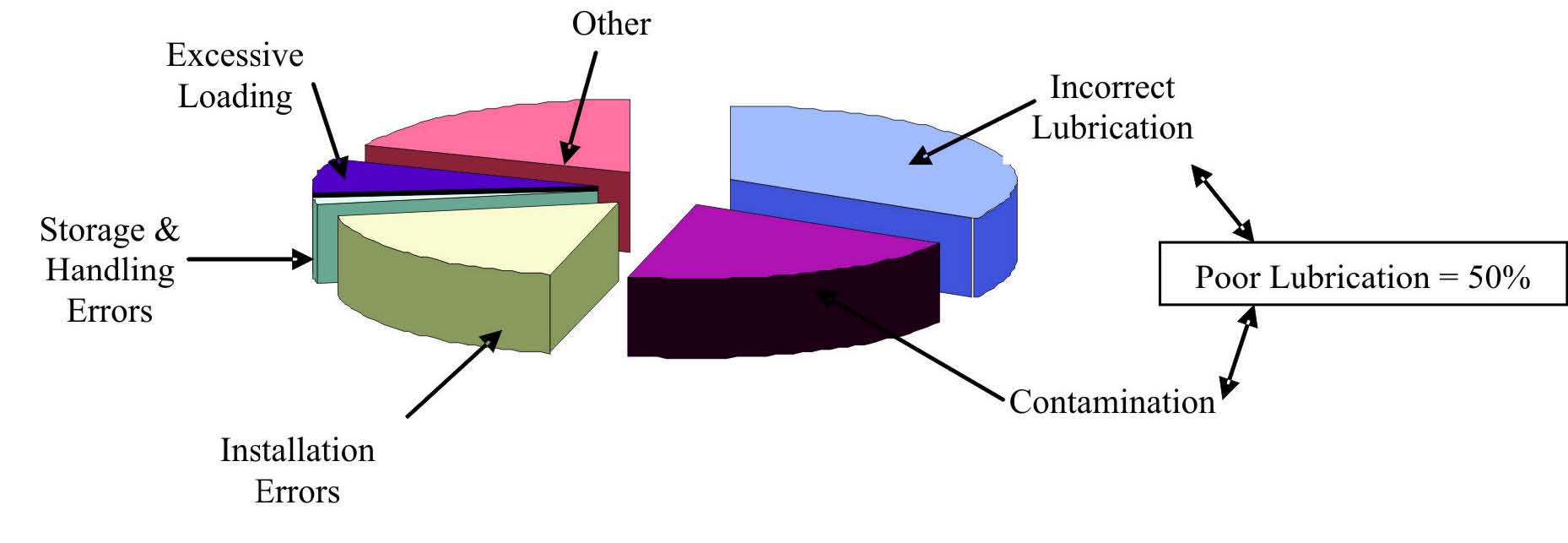
Figure 1: Typical Bearing Failure Causes
Lubrication Fundamentals
The primary functions of the lubricant in rotating equipment are:
- Minimize or eliminate friction – Separate moving parts
- Wear control – Reduce abrasive wear
- Corrosion control – Protects surfaces from corrosive substances
- Temperature control – Absorbs and transforms heat
- Contamination control – Prevention of dirt and wear debris damage
Anti friction bearings in process pumps can either be grease, mineral oil, or synthetic oil lubricated. The primary purpose of oil, or the oil constituent of grease, is to separate the roller elements and raceway contact surfaces, lubricate the sliding surfaces within the bearings, and provide corrosion protection and cooling.
Viscosity is the single most important property of a lubricant. Use of the correct viscosity lubricant for the speed and loads ensures the development of a full oil film between rotating parts. When the incorrect viscosity is used, the load carrying ability of the lubricant is negatively affected. The oil degrades to a point where it is too thick to penetrate between the surfaces and the oil supply may not be adequate to prevent sacrificial contact. Viscosity is influenced by load, temperature, water, contaminants, and chemical changes. The OEM operation manual should be consulted for recommendations on viscosity but it is also important to measure the oil sump operating temperature since viscosity decreases as temperature increases.
Table 1: SKF recommendation for Ball Bearings in Pumps
Oil in process pumps are typically an ISO grade 32, 46, 68, or 100. These numbers relate to the Kinematic viscosity in centistokes. The oil is usually hydrocarbon oil, although synthetic oils are sometimes used for specific lubrication applications. The viscosity of synthetic oil is less sensitive to temperature changes, and more widely used when temperature fluctuations exist. If temperature also exceeds 100-deg C (212-deg F), a synthetic is recommended as the oxidation rate of mineral oil accelerates faster at higher temperatures.
Methods of Lubrication
The most common types of methods for lubricating rolling element bearings in horizontal process pumps are:
- Grease
- Oil Splash (Direct Contact, Rings, or Flingers)
- Pure oil mist
- Purge oil mist
Grease
The use of grease is primarily limited to lower horsepower pumps where the parameters are in the size and speed range of rolling element bearings. Grease is usually lithium, with a normal viscosity of 100 centistokes and typically has a maximum operating temperature of 121-deg C (250-deg F), but limited to a service temperature of 93-deg C (200-deg F). To prevent the loss of grease, shielded bearings may be used. Shielded bearings may be limited to a maximum operating temperature of 52-deg C (125-deg F).
Oil Splash
The most common form of bearing lubrication is direct contact. As the shaft rotates, the rolling elements in the bearing make contact with a level of oil. Since it is critical that an effective oil film be maintained between the rolling element and the race of the bearing, only enough contact between the bearing and the surface of the oil as necessary to provide the bearing with lubricant is required. If the level of lubricant is too high or too low, excessive heat will be generated, accelerating the degradation of the oil and shortening the life of the bearing.
Oil rings are one option with oil splash lubrication. In cases where speed or loads are factors, the oil is not in contact with bearings due to elevated temperatures experienced. Oil rings make contact with the oil and provides splash type lubrication without direct bearing contact. Proper level is important in a splash type as well. If the oil level is too high, the ring will become submerged, reducing its ability to splash oil to the bearings. If the level is too low, the ring may not be able to pick up enough oil to satisfactorily lubricate the bearings.
Flinger discs are another option with oil splash lubrication. They are made of either steel or a flexible material such as Viton™ and attach directly to the shaft. Flingers are designed to pick up the oil and splash it throughout the bearing housing. The oil level may either be such that the bearing is in contact with the oil or below the bearings and the disc is providing the lubrication to the bearings.
Oil Misting Pure
The basic concept of the oil mist lubrication system is dispersion of an oil aerosol into the bearing housing. Air atomizes the oil into particle sizes of one to three microns. Airflow transports these small oil particles through a piping system into the pump housing which flows through bearings. It is a centralized type of low pressure lubrication system. In pure mist lubrication, the oil/air mist is fed under pressure to the housing. There is no reservoir of oil in the housing and oil rings are not used.
Oil Misting Purge
Purge mist lubrication utilizes the same principles of pure mist, but a reservoir of oil in the housing exists. A slinger/flinger disc or oil rings can also be used to provide splash lubrication.
Quantity of Lubrication
The most critical elements of lubrication are quality and quantity. Without either one, the other is significantly affected. Having the proper quantity of poor quality oil is no better than having an insufficient quantity of high quality oil. Having the proper quantity of oil may even be more important than maintaining the quality of the oil. Oil sump lubrication does not require that a specific level be maintained for proper bearing load, only that oil levels do not reach critically low or high points (Figure 2).
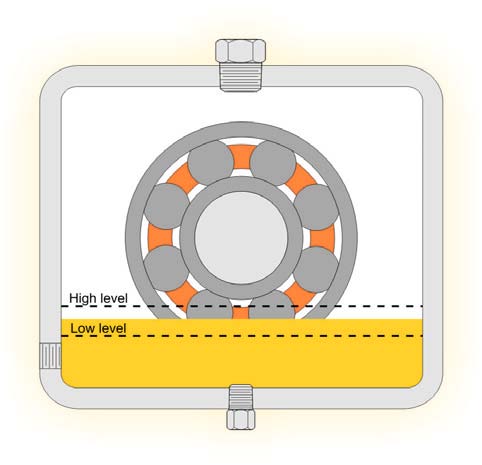
Figure 2: Typical Oil Level Conditions
Low Level
In a low level operating condition the bearing will not receive enough lubricant necessary for proper film strength - a precursor to surface contact, skidding, and possible catastrophic failure. Without enough oil to prevent friction, thermal runaway can happen quickly to a steel bearing. As the temperature of the bearing increases, the balls and race both expand which creates an even tighter fit. This increases the temperature even more, and the cycle continues to a rapid, catastrophic failure. A less obvious cause of oil starvation is high viscosity - as a result of oxidation or degradation, or improper oil selection. If the oil is too thick it cannot penetrate the small clearances of a rolling element bearing, particularly at higher speeds.
High Level
In a high level operating condition, churning of the lubricant will occur, accelerating the oxidation rate due to excessive air and elevated temperatures. It is a common mistake to believe that more is better - especially when it comes to oil sump lubrication. Too much oil can affect the operation of oil rings, flingers, and direct bearing contact. Another result of high lubricant levels is leaking seals.
Quality of Lubrication
The quality of lubrication is affected by degradation and contamination. All lubricants will degrade over time requiring the oil to be changed. The frequency of these changes can be extended by maintaining the quality of the lubricant. Although contamination is widely recognized for its effect on the quality of oil, degradation can be just as damaging to equipment. The leading causes of contamination are particulate, moisture, incompatible fluids, and air entrainment. The leading causes of degradation are oxidation, heat, and use.
Particle contamination is the most well known form of lubricant contamination. This form is considered the cause of wear of component parts, silting and surface fatigue. Particle contamination can occur from ingress from the surroundings, improper cleaning of the bearing housing during maintenance cycles, or corrosion products from the high water content in the oil. Lower particle counts significantly extend the life expectancy of equipment. A common method used to quantify particulate cleanliness is the ISO 4406:1999 codes. The standard provides a three-part code to represent the number of particles per milliliter (ml) of fluid greater than or equal to 4-µm, 6-µm, and 14-µm respectively. It is recommended to contact the equipment manufacturer on oil cleanliness levels and to test new oil for establishing a base line.
Water contamination of oil can cause several problems relative to oil degradation. Since each type of oil has its own safe level of water before damage can occur, the common practice of measuring parts-per-million (PPM) is not conclusive. There are significant differences between oils, beginning with mineral and synthetic bases. Additive packages, commonly referred to as ad-pacs, can also make a difference in how much water an oil can hold before phase separation occurs – and free water forms. Temperature also plays a major role in how much water oil can hold. Damaging levels of free water begin to occur in some mineral based oils between 400- and 500-ppm at 60-deg C (140-deg F). Free water may form at 200-ppm at 52-deg C (125-deg F) in the same oil. The oil supplier can supply the saturation point for a given temperature to aid in determining a set point for effective lubrication maintenance. By the time water becomes visible, damage is already occurring to both the oil and the surfaces of the equipment and components. (Figure 3)
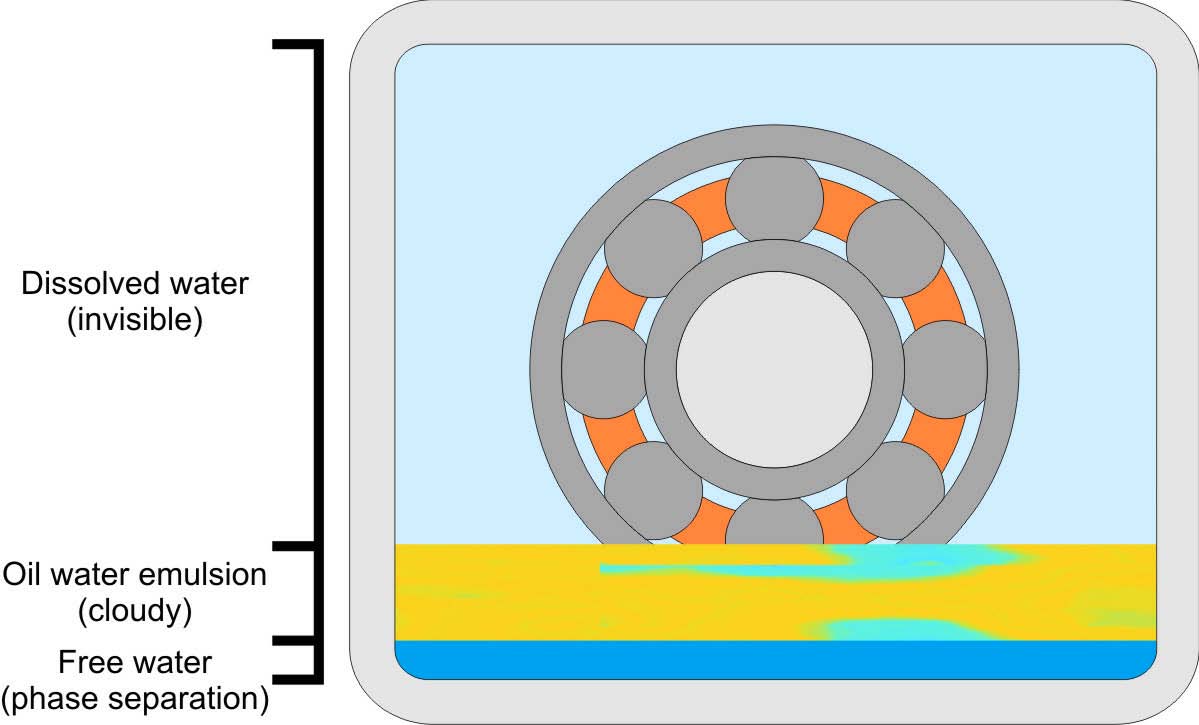
Figure 3: Forms of Water in Oil
Elevated operating temperatures are a major contributor of oil oxidation. Combined with air, particulate and water contamination, the chain reaction of oil oxidation begins. Additives are affected first, followed by the base stock, which leads to machine and component surface wear and fatigue. For every minus 8-deg C (18-deg F) increase in oil operating temperature, the oxidation rate doubles. Oil operating at 75-deg C (167-deg F) will last 100 times longer than at 130-deg C (266-deg F).
Air Entrainment is a primary source of oxygen in the oxidation failure of oil. New oil can contain as much as 10 percent air at atmospheric pressure. Splash type bearing housings utilizing flinger rings or slingers are all aeration prone applications. Excessive aeration has a negative effect on acid number (AN), oil color, film strength, and viscosity. In addition, air entrainment can lead to accelerated surface corrosion, higher operating temperatures, and oil varnishing.
The most basic methods to reduce (or maintain) lower oil operating temperatures are:
- Use the correct viscosity oil
- Use quality oil
- Use the right amount of oil
- Keep the oil clean
The second part of this two part series will cover “Best Practices” on how to maintain the quantity and quality of lubrication.
Pumps & Systems, October 2006
Hydraulic Institute Housing Committee
This two-part feature article titled Pump Bearing Housing Lubrication – Back to Basics was authored by Rojean Thomas, Engineering Manager, Trico Manufacturing Corp., and Vice-Chair of the HI Housing Committee. This committee, chaired by Neil Hoehle, Chief Engineer of Inpro Seal Company, is developing other educational materials, which like this article, form part of HI’s Knowledge Series intended to increase awareness of the pump community on topics of interest. The Knowledge Series will also include White Papers, Guidelines, Pump 101 Modules, Tip Sheets, and e-Learning Products and Pump Knowledge Workshops.
Hydraulic Institute (HI)
The Hydraulic Institute (HI), the largest association of pump producers in North America, is a global authority on pumps and pumping systems. Its mission is to be a value-adding resource to member companies and pump users worldwide by developing and delivering comprehensive industry standards, expanding knowledge by providing education and tools for the effective application, testing, installation, operation, and maintenance of pumps and pumping systems, and serving as a forum for the exchange of industry information. Pump Systems Matter™, also developed by HI, is an educational initiative created to assist North American pump users in gaining a more competitive business advantage through strategic, broad-based energy management and pump system performance optimization. Information about the Hydraulic Institute, its services, standards, publications and meetings, can be found on the HI websites at www.Pumps.org and www.PumpLearning.org, and at the new energy-savings and life cycle cost focused site, www.PumpSystemsMatter.org. Requests may also be faxed to 973-267-9055 or mailed to: Hydraulic Institute, 9 Sylvan Way, Parsippany, NJ 07054.
