

Sealing device maintenance on large rotating equipment, such as large pumps, can be a time-consuming and costly exercise. As asset owners, maintainers and operators, users want to find out if using split seals can enable their teams to spend less time on maintaining equipment and sealing devices, and if they can help to reduce operating costs, increase equipment availability and maximize productivity. For some applications, completely removing the equipment shaft was not possible, and so packing was historically the only sealing device available that could facilitate on-site changeouts.

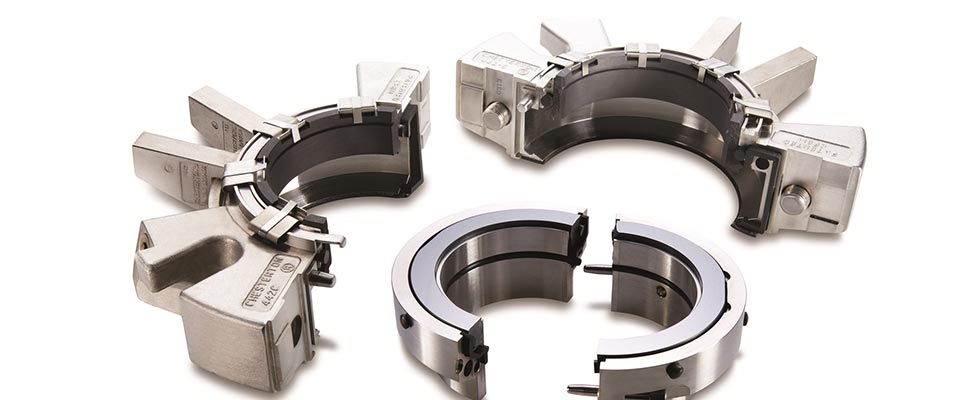
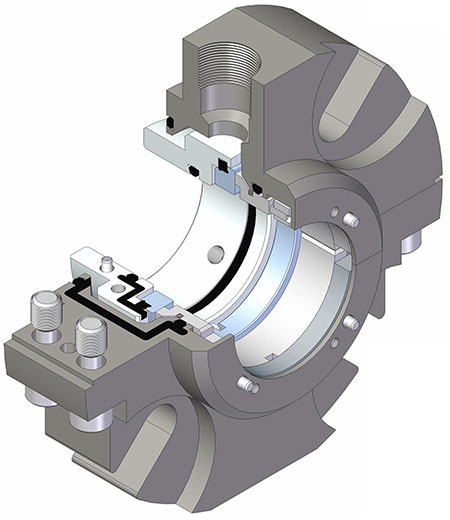
In split mechanical seals, all the parts are split into at least two halves. Like traditional nonsplit mechanical seals, they are applied on rotating equipment, such as pumps, mixers and agitators. Like other mechanical seals, they seal the interface of the rotating shaft and the equipment housing. Being split, the seals can be installed around the shaft as opposed to being slid onto the shaft during equipment assembly.
Split mechanical seals were first used to seal submarine main propulsion shafts back in 1954. It was some time later, around 1986, when split seals were introduced to the process industries as a standard, off-the-shelf available rotating shaft sealing technology.
Since the first-generation split seal was introduced, many technological improvements have been made and integrated into the latest generation of split seals. These improvements have greatly expanded the window of operation and application of split seals.
The current generation of split mechanical seals is comparable in performance to cartridge-type mechanical seals. The newest split mechanical seals are self-aligning and installed by simply fastening subassembly halves together around the shaft and bolting to the equipment. The need for measurements and accurate setting of the split components by the installer now happens automatically within these modern designs.
Split mechanical seals are available for shaft diameters from 1 inch (25 millimeters [mm]) up to 36 inches (915 mm), and with the capability to seal pressures from slight vacuum to 450 pounds per square inch (psi) (31 Bar), there are many available applications. The materials of construction are where some limitations may apply when comparing split mechanical seals to cartridge seals.
Most noticeable is that the elastomers, which are often custom moldings, are typically only offered in fluoroelastomer (FKM), ethylene propylene diene monomer (EPDM) and tetrafluoroethylene propylene (FEPM). Face materials are typically limited to carbon and variants thereof, along with silicon carbides.
The toughness and density of tungsten carbide makes it a great choice for arduous duties but a poor choice for split seals due to the splitting methods and the rotational mass separating the split components during rotation.
Leakage is often a concern for operators considering split seals. It should be noted that properly installed and applied split seals are known to operate leak-free for more than 10 years. The splitting of mechanical seals into halves generates a multitude of leak paths within the seal that are sealed by static secondary sealing elements. As such, there is a greater risk of static joint leakage and, as a result, split mechanical seals are not recommended for hazardous services.
Over the years, there have been various opinions regarding the startup leakage phenomena of split seals, wherein the seal may leak at up to 1 drop/shaft millimeters per minute (mm/min) for the initial 48 to 72 operating hours, as a general guide. This initial leakage typically subsides or stops completely beyond 200 hours as the split components go through various cycles of temperature, pressure and vibration.
The single biggest benefit of using split seals is that there is no need for equipment disassembly. Split seals eliminate the need for removing anything from the pump except the seal.
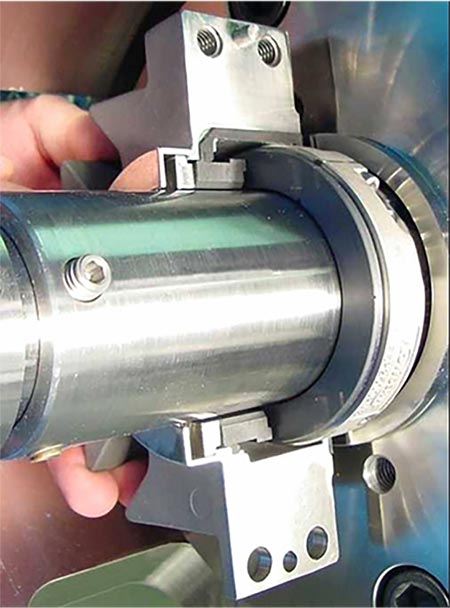
As split mechanical seals can be installed in place—and typically by one or two installers—without removing the pump, motor or coupling, they simplify the repair process and eliminate the associated costs with typical solid seal replacement or replacement of a worn packing sleeve. The benefit increases with the size of the equipment. While there may not be a sizeable benefit to using split seals on small pumps, the savings start to add up with increasing shaft sizes.
For single-stage centrifugal pumps, a positive return on investment (ROI) typically starts at shaft sizes greater than 2.5 inches/65 mm. However, on specialty equipment, difficult to disassemble and double-ended pumps, the ROI starts at even smaller shaft sizes. There are some important additional cost savings that users can achieve by installing split seals on rotating equipment if it is currently packed.
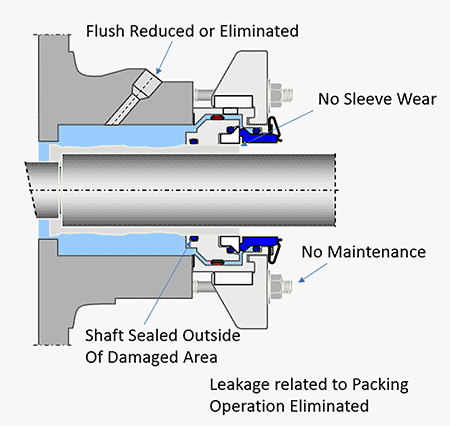
Installing split seals will eliminate sleeve wear and associated maintenance interventions and costs, and can eliminate the need for packing adjustments as well as packing gland leakage and associated cleanup costs.
Most split mechanical seals are designed to seal outside of the stuffing box. For the packing user looking to convert, this means there may even be the opportunity to switch to split seals without replacing the packing sleeve.
Split seals can be used on large pumps that pump water-based fluids and can be used in applications in a variety of industries including power generation, chemical and water processing, pulp and paper, desalination and more.
We invite your suggestions for article topics as well as questions on sealing issues so we can better respond to the needs of the industry. Please direct your suggestions and questions to sealingsensequestions@fluidsealing.com.
