

Condition monitoring represents the cornerstone of modern reliability initiatives in today’s industrial plants. When it comes to reliability concerns, especially with respect to rotating equipment, condition monitoring and vibration monitoring have become almost synonymous. Moreover, with the arrival of wireless, Internet of Things (IoT)-based vibration systems, condition monitoring is available to a wider user base than ever before. While a positive development within the reliability community, this new user base comes with expectations that a condition monitoring system may not be able to realistically meet. Often, these new user expectations fall more in line with the performance of a traditional machinery protection system. But is that overkill? In many cases, users operating typical “balance-of-plant” rotating machines (e.g., pumps, fans and compressors) will find that a condition monitoring system will more than meet their needs.
What Is Condition Monitoring?
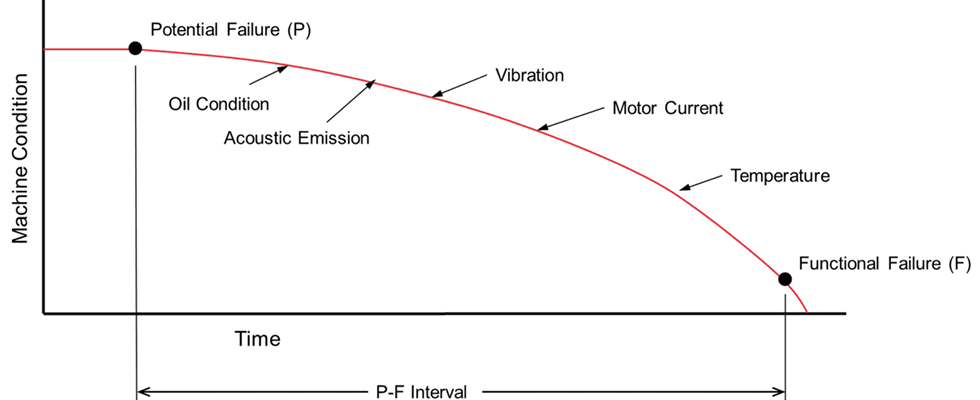
The basis for condition monitoring comes from reliability engineering theory. This is best illustrated using the pioneering work of Nowlan and Heap1 and the P-F curve (Image 1). The P-F curve qualitatively illustrates the performance of a machine over time. The point P, or potential failure, is a point at which a failure mechanism develops but is not yet detectable, nor does it affect the functional performance of the machine. This could be a subsurface defect in the inner race of a bearing, for example. As time goes on, this defect worsens and, if not proactively detected, will eventually lead to point F, or functional failure of the machine. The machine has not necessarily ceased to run, but it can no longer meet its functional performance requirements.2
This time interval between P and F, called the P-F interval, is significant when setting up a condition monitoring program. Knowing the P-F interval with some confidence allows the user to set a sampling rate to periodically check, or test, the machine in an effort to catch a potential failure before it evolves into something serious. Testing for vibration is common, and checking bearing temperatures or motor current is also frequently done.
This highlights a significant characteristic of a condition monitoring system: It is a periodic scheme, not a continuous process. Many wireless vibration systems test vibration anywhere from once an hour to once every several hours. In the past, using manual vibration condition monitoring techniques such as route-based systems, vibration would be tested once a month on a machine—or even less frequently.
The point is this: Condition monitoring is neither intended nor designed to flag instantaneous events. How is this practical, then? As illustrated by the P-F curve, most balance-of-plant rotating machines give plenty of warning in advance of a failure. This is because bearing failures often provide very early indicators of a problem through vibration of the bearing housing. When utilized properly, condition monitoring can give weeks or even months of advance warning, enabling the user to proactively schedule downtime to perform corrective maintenance work.
What Is a Machinery Protection System?
A machinery protection system continuously receives data from sensors installed on the machine. Common examples include vibration and shaft speed sensors, whereby alarm limits are established on sensor output levels such as high vibration. If these alarm limits are exceeded, the system may take several actions. These can range from simply alerting the user immediately (within seconds) to sending a control signal to the user’s supervisory control and data acquisition (SCADA) system to, in some cases, shutting the machine down automatically. Typical applications include large turbomachinery such as steam-driven or combustion gas turbines. The consequences of machine failure are high, often involving costly property damage, environmental damage or even human injury and/or loss of life.
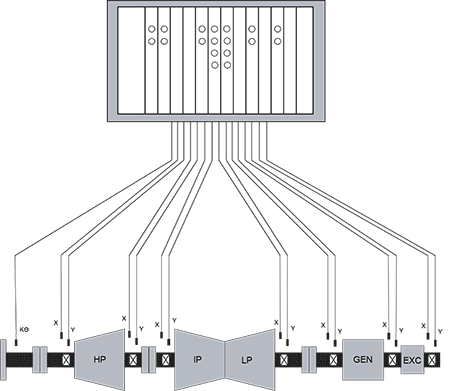
A machinery protection system typically consists of multiple sensors wired back to a central data collection hub, which is usually housed in a standard 19-inch rack. Machinery protection systems are designed with high reliability, whereby high integrity of the signal path from sensor to rack is a concern. Sensors are therefore hardwired to the data collection rack system. Moreover, each sensor is individually wired back to the central rack system. This highlights an important characteristic of machinery protection systems: They are a parallel system (Image 2). If there are 10 vibration sensors on a machine, there will be 10 signal cables routed back to the central rack, which could be located hundreds of feet away. Because of this parallel architecture, machinery protection systems are often expensive to install.
Could condition monitoring data be extracted from such a system? Yes, but this is not the main purpose of a machinery protection system. There are hybrid systems on the market that balance the collection of condition monitoring data with the ability to alarm relatively quickly. These systems typically are in a DIN rail mount form factor that enables them to be installed close to the machine. While each sensor is still individually hardwired, the run lengths are relatively short. Such hybrid systems could be a good choice for a user who operates less critical machinery but still needs the immediacy of quick alarms.
Which System Is Best for Rotating Assets?
Which system should be used on rotating equipment? This question comes down to the criticality of the machine and the consequences of a machine failure, as well as cost considerations. Obviously, these factors are all interrelated. Criticality of the machine will very much be a function of the consequences of machine failure, while the severity of machine failure consequences will certainly drive cost considerations.
Perhaps a more pragmatic approach is the P-F interval discussed earlier. If the P-F interval on the machine in question is on the order of minutes or less, a machinery protection system is almost certainly required. On the other hand, if the P-F interval is on the order of weeks or months, then a condition monitoring system is appropriate. Generally, balance-of-plant machines that use rolling-element bearings will have a longer P-F interval, and a condition monitoring system is entirely appropriate. Can a sudden, catastrophic failure occur? Of course, but this is not the norm. If the possibility of a sudden failure is unacceptable, a machinery protection system can be considered. However, the cost of that system will need to be weighed against the probability of such a failure actually occurring.
Having a clear understanding of the differences between a condition monitoring system and a machinery protection system is critical to setting expectations when deciding on a proactive maintenance and reliability strategy for rotating equipment. What are the capabilities and limitations of each system? What are the cost considerations? Realistically, what is required of such a system to successfully reach reliability goals? While a machinery protection system offers the ultimate in performance, its significant cost begs the question: Is it truly necessary? In many situations, users of typical balance-of-plant machines will find that a condition monitoring system will meet their needs.
References
Reliability-Centered Maintenance, by F.S. Nowlan et al, reliabilitywebfiles.s3.amazonaws.com/reliability+centered+ maintenance+by+nowlan+and+heap.pdf (Accessed June 19, 2025)
Reliability-Centered Maintenance, Second Edition, by John Moubray
