

When it comes to improving the energy efficiency of a thermal system, most organizations focus on making incremental improvements, which typically provide 5%-10% in energy savings and CO2 emission reductions while offering payback times of three years or less. These are called quick wins, and they are key to ensuring efficient operations.
But today, chemical processing plants are increasingly looking for more energy savings, both to cut costs and to improve emissions. By looking beyond the traditional ways of utilizing thermal energy, plant managers are focused on decarbonizing their facilities utilizing a circular approach. Applying circular principles to industrial thermal systems allows plant managers to recover large amounts of energy that otherwise would have escaped the facility via waste heat. In turn, this energy can be put back to work in the process, resulting in 30%-50% reductions in energy and CO2 emissions.
Quick Wins
Within most chemical processing facilities, steam is used as the medium to provide heating for process or building applications. Many steam systems, however, are aging and have been reconfigured multiple times as the facilities or processes change, resulting in the loss of efficiency over time. This is not only detrimental to a company’s bottom line, but it also risks continued operations due to reliability and safety issues inherent to those systems, as well as the increasing emission standards of regulatory bodies.
Because the stakes are so high, it is vital to understand a system’s energy consumption, in addition to its level of CO2 emissions, safety and reliability—all of which can be evaluated via a thermal audit.
Auditing Steam Generation
Typical steam systems offer up to 80% efficiency but often operate at just 60%, due to several factors that can be mitigated after identifying the problem areas via a thermal audit. This begins with measuring the efficiency of a plant’s steam generating equipment to understand how much energy is consumed in the boilers (using fuel meters) and how much energy is produced (using steam flow meters).
In the boiler house, the boiler stack temperatures are examined first. A decision is made as to whether more energy can be recovered by installing an economizer or a condensing economizer, or through improvements to the existing economizers. This is followed by measuring the percentage of condensate returned to the boiler. All the steam not directly used in the process should be returned as condensate; otherwise, failing to reclaim and reuse condensate contributes to energy loss.
The quality of makeup water added to the boiler should also be examined, as higher quality reduces boiler blowdown losses. Next, the resulting blowdown rate is identified, and if not already in place, it is recommended that a blowdown heat recovery system be installed. Combustion quality should also be checked to ensure the correct excess oxygen for the fuel used, and whether incoming air can be preheated. While some plants will have implemented a few of these improvements, rarely are they all in place. Together, they can reduce energy use and CO2 emissions, with typical savings of 1% from blowdown heat recovery, 4% from a stack economizer, 6% from a condensing economizer, up to 1.5% from O2 trimming and further gains from air preheating.
From a reliability standpoint, steam that is not dry enough will create erosion in the system and have a negative impact on heat transfer. Measuring steam dryness can be achieved with an instrument or by manually calculating the energy contained in the steam via a bucket and stopwatch test.
Ultimately, steam dryness should remain above 97% (containing less than 3% water droplets in suspension). If the steam quality is very poor (<95%), it could even lead to water hammer, which can be destructive and cause a safety hazard.
It is also important to have sufficient flow meters in the boiler house to track key performance indicators (KPIs), enabling operators to detect sudden drops in efficiency or condensate return.
Auditing Steam Distribution
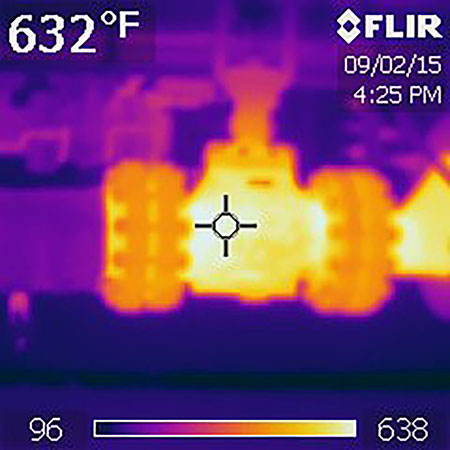
A steam distribution network in a chemical facility is usually extensive, creating many points where energy can be lost. To address these losses, a thermal imaging camera can be used to assess the insulation on steam lines, as well as uninsulated valves and
pipe accessories. The system should be properly drained of condensate to prevent water hammer and related safety risks.
When it comes to steam traps, they should be tested at least annually, though in higher-load or more critical systems, more frequent checks may be warranted—with failed units needing to be replaced promptly. Finally, managing traps in a database and tracking performance over time helps maintain a failure rate below 5% and can reveal developing issues before they affect operations.
Insulation upgrades can reduce energy use by about 2.5%, while effective steam trap management can add another 3.5% in savings.
Steam Users & Condensate Return
At the user level, it is important to review how condensate is returned. Low-pressure steam users may experience stall issues, where the pressure in the heat exchanger is lower than the condensate return pressure, preventing gravitational return. These systems often drain condensate locally through a bypass valve; installing a pumping system can resolve this and add up to 3% in energy savings.
When steam is used at higher pressure, it is worth assessing whether flash steam from condensate revaporization can be used in a nearby application. This approach can provide up to 1% in additional savings by reducing steam demand.
In a full plant audit, measures such as condensate return and flash steam recovery often contribute to overall reductions of 5%-10%, with payback periods of one to three years. These projects are typically considered quick wins.
Applying a Circular Approach to Thermal Energy: A Quest to Net Zero
A circular approach to thermal energy can reduce consumption in chemical plants by 30%-50%, and in low- to medium-temperature operations, reductions of up to 50%-70% are possible. However, these efficiency gains require moving beyond incremental upgrades to rethinking on a process level. The first question is whether steam is truly necessary. Many plants use high-pressure steam simply because it is easy to produce and distribute, yet many processes could be met more efficiently with hot water systems operating above 90% efficiency.
In most facilities, the majority of primary energy (brought in as electricity or fossil fuels) ultimately leaves as waste heat through stacks, cooling towers and wastewater. Only a small portion is retained in the final product. The circular approach, however, seeks to capture and reuse this heat before relying on new energy inputs.
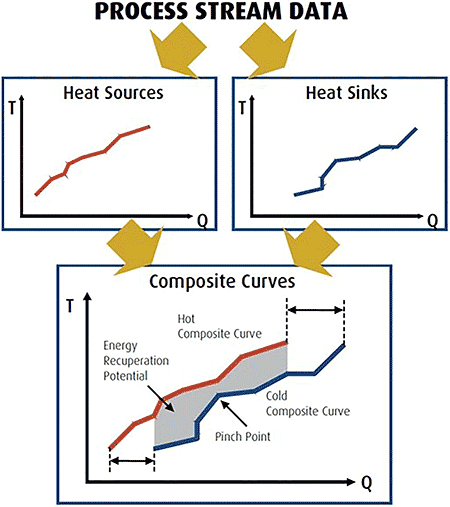
This methodology is enabled by pinch analysis, which calculates the minimum possible energy use for a process and identifies opportunities for heat recovery. It maps all heat sources and all heat sinks, then determines where energy can be exchanged directly through heat exchangers or upgraded with high-temperature heat pumps. The pinch point is the temperature at which the hot and cold composite curves come closest together. Above it, heating utilities are used, and below it, cooling utilities. The area around the pinch represents heat recovery potential without additional energy input. To maximize recovery, heat exchangers should not cross the pinch point. Low-grade heat that cannot be recovered directly can be upgraded with heat pumps, and thermal storage can be used where distance or timing mismatches make direct recovery impractical.
Both quick wins and the circular methodology are viable strategies for reducing energy use in chemical processing. Quick wins deliver immediate results, while circular can achieve substantial long-term reductions, albeit with greater capital investment and longer payback times. In many cases, early adoption of quick wins can lay the groundwork for a broader decarbonization plan, positioning chemical processing facilities to meet future regulatory demands, control energy costs and achieve their sustainability goals.
