
The steam/cogeneration facility at one of the oldest Ivy League colleges in the United States plays a critical role for faculty and students—providing seasonal heat and air conditioning, plus electricity for the labs and instruments used throughout the campus. Like many cogen plants around the country, segmented ring pumps were installed decades ago for boiler feedwater applications. During this time, it was common practice to deploy smaller versions of pumping and piping infrastructure that worked well in large utilities. It was assumed that proven technology for utility-grade power plants could be scaled down for universities or hospitals. But in practice, many cogen plants like this one experienced a technology transfer gone bad, due to a common constraint tied to the height of the roofline.
.jpg) Image 1. An Ivy League college needed an update to its cogen facilities. (Images courtesy of Sundyne)
Image 1. An Ivy League college needed an update to its cogen facilities. (Images courtesy of Sundyne)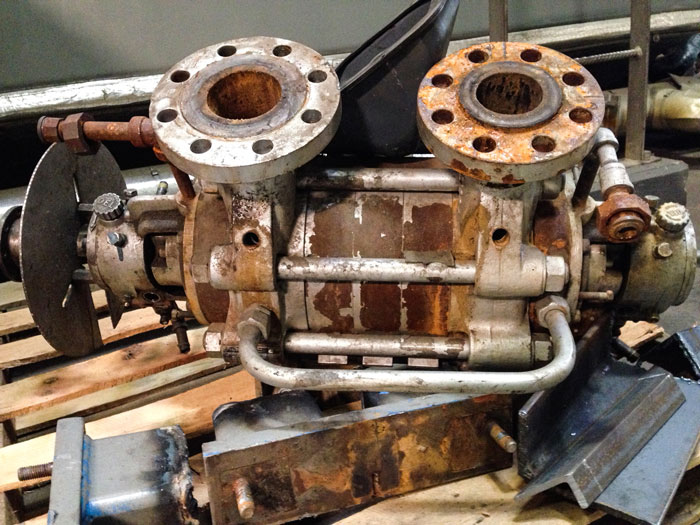 Image 2. Rusted segmented ring pump
Image 2. Rusted segmented ring pump