

The Burj Khalifa, located in Dubai, United Arab Emirates, is the world’s tallest building and possesses one of the most complex fire protection systems ever built, containing more than 100 miles of pipe. Designed to deliver thousands of gallons of water per minute from underground storage tanks, the fire protection system uses multiple pumps to move water up to the building’s height of 2,717 feet (828 meters). This fire pump system ensures the building is well equipped to handle any potential fire emergency.
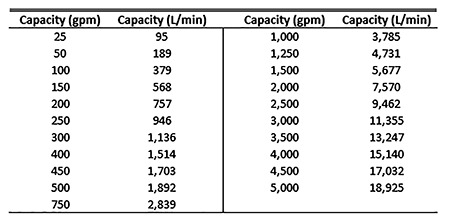
capacities, per NFPA 20 (Images courtesy of Hydraulic Institute)
Regardless of the height of the skyscraper, fire pumps are essential in any building that requires a water-based fire protection system. The pumps create the required flow and pressure from a water supply and deliver it to sprinkler systems, hydrants and other fire protection equipment during a fire emergency. It is crucial to have time-tested and reliable fire pumps installed to ensure the safety of building occupants and minimize property damage. However, it is important to note a fire pump is only required when the available water source, like from a municipal water system, does not have adequate pressure or quantity of water.
Two widely recognized certifications for fire pumps are Underwriters Laboratories (UL) listing and Factory Mutual (FM) approval. These certifications indicate the pumps meet the highest safety and performance standards, including the National Fire Protection Agency’s (NFPA) 20, Standard for the Installation of Stationary Pumps for Fire Protection.
NFPA is a globally recognized organization that develops and publishes fire safety codes, standards, practices and guides. Related to fire pumps, the most important standard is NFPA 20, which outlines the minimum requirements for the installation, operation and maintenance of fire pumps used in water-based fire protection systems. This standard ensures the system will work as intended to deliver adequate and reliable water supplies during a fire emergency.
Most pumps used in a fire protection system are a rotodynamic type of centrifugal design. Although positive displacement pumps play a role in fire protection, their work is limited to water mist and foam/water fire protection systems, as well as priming pumps installed on fire trucks. There are also countless components, accessories and requirements, such as the automatic air release valve or circulation relief valve, the fire pump controller, the necessary markings or nameplate and the necessary check valve and indicating control valve on the pump discharge side.
Because the requirements for fire pumps stretch far beyond the pump itself, this article focuses on the hydraulic performance and mechanical design requirements for volute centrifugal pumps used in water-based fire protection systems. However, several of the requirements will pertain to both volute and vertical shaft, turbine type pumps.
Performance Requirements
Fire pumps are designed to provide reliable performance across a broad range of capacities and net pressures. To standardize performance and enable comparison between different pump models, NFPA 20 allows a pump to be rated based on its ability to deliver a range of net pressures at a particular capacity. Thus, the fire pump rating is the listed net pressure the pump produces when operating at 100% of the pump’s stated capacity. Image 1 illustrates the typical rated capacities outlined in NFPA 20, ranging from 25 gallons per minute (gpm) to 5,000 gpm (95 to 18,925 liters per minute [L/min]). The pump shall also be rated for net pressures at or above 40 pounds per square inch (psi) (276 kilopascal [kPa]).
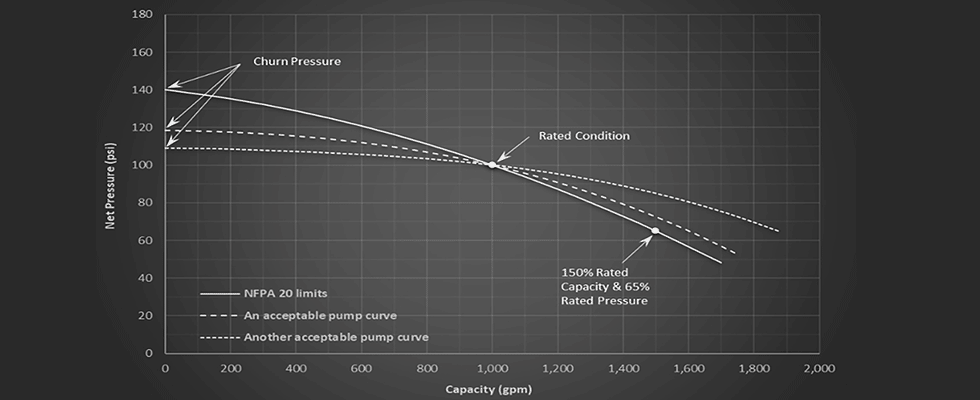
NFPA 20 has standardized the shape of the pump’s performance curve by establishing several hydraulic requirements. The shutoff pressure, or churn pressure, must fall between 101% and 140% of the rated pressure, and must not be less than 99% of the maximum pressure developed by the pump according to FM requirements. This churn pressure requirement is necessary to ensure the pump can maintain the required water pressure when there is no demand. The hydraulic performance should also exceed 150% of the rated flow at 65% of the rated pressure to ensure the pump can handle an additional surge of water demand during a fire emergency, known as the overload capacity. This hydraulic performance must be achievable with adequate suction pressure and when operating with a suction lift of at least 15 feet (4.6 meters).
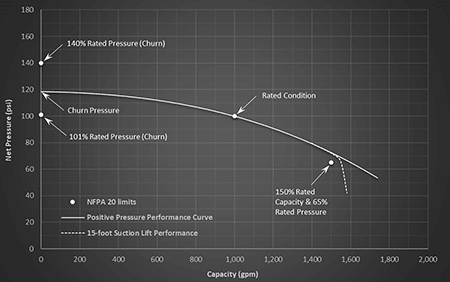
Image 2 shows the acceptable performance characteristics of a fire pump, along with the parameters established by NFPA 20, and Image 3 displays typical pump performance characteristics when a pump is operating with a surplus of suction pressure, known as a positive pressure test, and under a 15-foot suction lift.
Mechanical Design Requirements
The mechanical design of a UL listed/FM approved fire pump must comply with NFPA 20, as well as the specific requirements outlined in UL 448 - Centrifugal Stationary Pumps for Fire-Protection Service, and the applicable FM standards for volute-style centrifugal fire pumps (FM 1311, FM 1319 and FM 1371). It is important to note the mechanical design requirements discussed in this article are just a part of the overall requirements for UL listed and FM approved fire pumps. For a more comprehensive understanding, it is recommended to refer to UL 448 and all relevant FM standards.
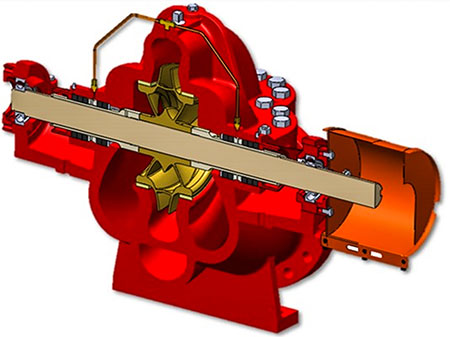
NFPA 20 permits the use of two types of volute-style centrifugal pumps—the overhung impeller design and the impeller between bearings design—in water-based fire protection systems. These pumps can be of either end-suction, vertical in-line or split-case design, with all wetted parts provided in corrosion-resistant materials. End-suction and vertical in-line pumps can be single or two-stage construction, while split-case pumps can be single stage, as shown in Image 4, or multistage construction. However, it is worth noting that FM 1371 applies only to single-stage construction vertical in-line pumps.
For efficient maintenance of the fire pump, the pump casing should be designed for easy disassembly, allowing inspection of the impeller and other internal components without disturbing the suction piping. Additionally, the casing wall thickness must be robust enough to withstand hydrostatic pressure of at least two times the maximum working pressure, or 400 psi (2,758 kPa), whichever is greater, with an appropriate factor of safety to prevent rupture. The suction and discharge flanges must comply with the American National Standards Institute (ANSI)/American Society of Mechanical Engineers (ASME) B16.1 to ensure compatibility with connecting pipes or fittings. The casing should also be equipped with drain openings to enable draining of all pump parts during maintenance or inspection.
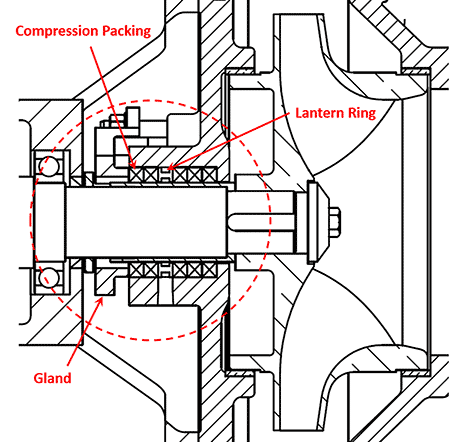
The design of the pump should incorporate stuffing boxes with compression packing that have a depth of at least five times the width of the packing, plus a lantern ring. These components should be secured with glands that apply uniform pressure on the packing (Image 5). In addition, a stuffing box located at the suction end of the pump should be water-sealed by a maximum suction pressure of 30 psi (207 kPa). While FM standards permit the use of alternative sealing methods, they are restricted to applications where only clean water is being pumped and are subject to additional requirements. It is worth noting that compression packing is the preferred option.
UL 448 outlines specific requirements for all fasteners, such as bolts, studs and cap screws, that are used to connect parts subjected to stress caused by hydraulic pressure. It is imperative all fasteners meet these requirements, which include a minimum diameter of 3/8 inch (9.5 millimeters [mm]) and a maximum stress that does not exceed one-fourth the elastic limit of the bolt material when calculated using the bolt’s stress area. These regulations are essential, as the failure of the casing bolts can result in catastrophic failure of the fire pump, making it critical to ensure all fasteners meet the minimum requirements outlined by the certifying organization.
The design of a fire pump shaft requires careful consideration of its diameter and material to avoid any failure caused by the applied torque and hydraulic loads. UL and FM guidelines require the maximum shear stress and maximum torsional shearing stress that occurs in the shaft not to exceed 30% of the tensile yield strength and 18% of the ultimate tensile strength of the shaft material. For shafts with keyways, an additional 25% reduction in allowable stresses is required. Furthermore, the dynamic shaft deflection at the face of the stuffing box cannot exceed 0.002 inches (0.05 mm).
The fire pump’s impeller and rotating elements must be dynamically balanced to a G6.3 balance quantity in accordance with the International Organization for Standardization (ISO)-1940. The width of the impeller at the outlet must comply with the following requirements: greater than 5/16 inch (7.9 mm) for a capacity between 25 gpm and 100 gpm, greater than 3/8 inch (9.5 mm) for capacity between 100 gpm and 500 gpm, greater than 1/2 inch (12.7 mm) for a capacity between 500 gpm and 750 gpm and greater than 5/8 inch (15.9 mm) for a capacity greater than 750 gpm.
To prevent any axial movement, impellers are required to be secured by keys, sleeves and sleeve nuts. The radial clearance between the stationary and moving parts, such as the impeller and wear ring, should be maintained at more than 0.0075 inch (0.191 mm).
When selecting ball and roller bearings for fire pumps, it is critical to ensure an L-10 life of no less than 5,000 hours under the loads generated by the pump when operation is at shutoff, maximum impeller diameter, maximum rotational speed and maximum developed power. Careful consideration must be given to the type of bearing, its size, load capacity and speed rating to ensure it meets the required L-10 life. The bearings are also required to be grease lubricated, and the design should allow the assembly to float in accordance with UL 448 and the relevant FM standard.
Fire pumps are essential components of fire protection systems that help to maintain the safety and integrity of buildings and their occupants. As such, their design, installation and maintenance are subject to strict regulations and standards, including those set by NFPA 20, UL and FM. Meeting these requirements and ensuring the fire pump’s proper operation requires careful attention to detail, from selecting the right materials and components to following established procedures and maintenance schedules. Failure to adhere to these regulations and standards can result in serious consequences, including property damage, injury and loss of life.
By understanding the requirements, we can help to ensure that fire pumps are reliable, effective and ready to protect when needed most.
References
FM Approvals, LLC., Examination Standard for Centrifugal Fire Pumps (Horizontal, End Suction Type), Class Number 1319. FM
Global, 2020.
National Fire Protection Association. Standard for the Installation of Stationary Pumps for Fire Protection (NFPA 20). 2013.
Puchovsky, Milosh T., and Kenneth E. Isman. Fire Pump Handbook. 1st ed., National Fire Protection Association, 1998.
Underwriters Laboratories, Inc. Standard for Centrifugal Stationary Pumps for Fire-Protection Service (UL 448). 2011.
