
Compression packings are not created equal. A wide variety of compression packing materials and constructions are available, and many different packing products may be suitable for a given application. Also, packings that look exactly the same may have widely different performance characteristics because of variations in their makeup.
Leakage
Compression packing generally requires some leakage to provide lubrication and cooling during operation. The amount of leakage determines whether a packing overheats and fails, or runs cool and performs properly. The definition of acceptable leakage from a packed pump can vary significantly from plant to plant, mechanic to mechanic and application to application. This is often based on the practical experience of the plant personnel that install and adjust the packings. What is considered low leakage by one mechanic may be considered excessive by another. Installation and break-in of compression packing must be completed carefully to ensure proper performance.
Packing Performance
Experience of the user also is a key factor in the success or failure of pump packing. The user’s practical experience comes into play since equipment condition and operating parameters vary widely and greatly affect packing performance. Factors such as shaft speed, fluid temperature, shaft surface roughness, concentricity to the stuffing box bore, run out and clearances all affect the ability of a packing to seal properly. With these variables that are beyond the packing manufacturer’s control, quantifying and comparing the packing’s performance parameters can be difficult.
When choosing a compression packing for a pump (or other rotating equipment), the most likely source of information for the user is a manufacturer’s brochure or data sheet that specifies the maximum temperature, pressure and speed parameters, as well as chemical incompatibilities of the packing. Some values, such as temperature, are based on the properties of the material used in the packing. Other values, such as shaft speed capability, are determined through in-house testing by each individual manufacturer or simple estimates based on similar, more established products. The parameters and methods used to determine these limits are not typically provided in the product literature. This is because, historically, no standard functional test has been used across the industry to establish performance limits for pump packing.
Pump Packing Test Method Development
The Compression Packing Divisions of the European Sealing Association (ESA) and the Fluid Sealing Association (FSA) have recently released a jointly prepared document, “A Specification for a Test Procedure for Packings for Rotary Applications,” to help address this problem. Fifteen representatives from 10 member companies participated in this project, with a goal to create a standard test procedure that could be used by any manufacturer to provide test data to compare the performance of pump packing.
The procedure defines the test equipment to be used, standard test parameters and procedures, as well as reporting criteria. Standardizing the test fixture and using a specific procedure ensures that all products are tested under the same conditions, making it possible to compare test results. The procedure does not specify performance criteria, but it does define leakage classes that the end users can apply in their evaluation of a product. After the ESA/FSA working group drafted the test procedure, extensive verification testing was conducted by member companies and an independent laboratory (CETIM based in France) before it was finally approved and released.
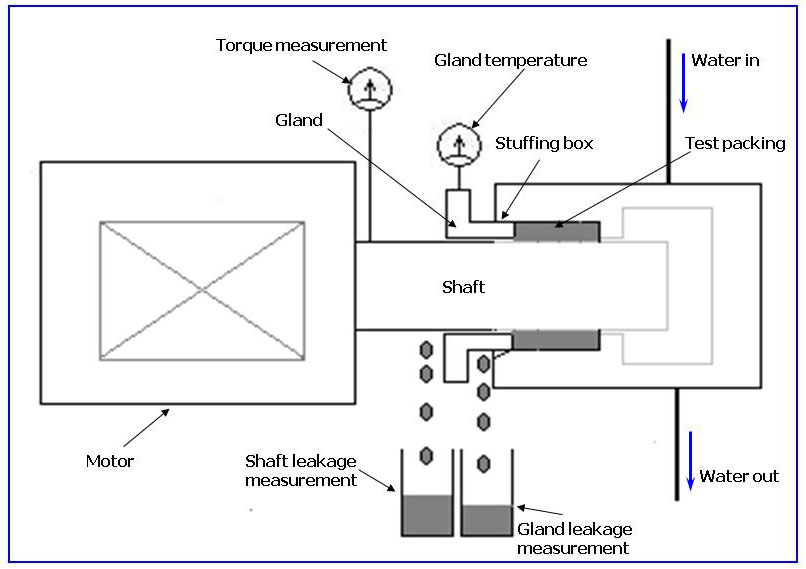 |
| Figure 1. Packing Test Assembly |
Test Apparatus
The test assembly is shown in Figure 1. It is a simulated pump stuffing box with a standard bolted packing gland arrangement. The shaft can be 40 to 65 millimeters, with a nominal packing cross section of 9.5 millimeters (3/8 inch) to 12.7 millimeters (1/2 inch). Pressurized fluid is supplied to the casing which is sealed by the packing set being tested. The shaft is driven by a drive motor just as it is on a pump.
The gland temperature is measured during operation and leakage along the shaft and stuffing box bore is collected separately. The procedure clearly defines the concentricity of the shaft to the stuffing box, surface finishes and hardness (particularly the sleeve) and materials of construction.
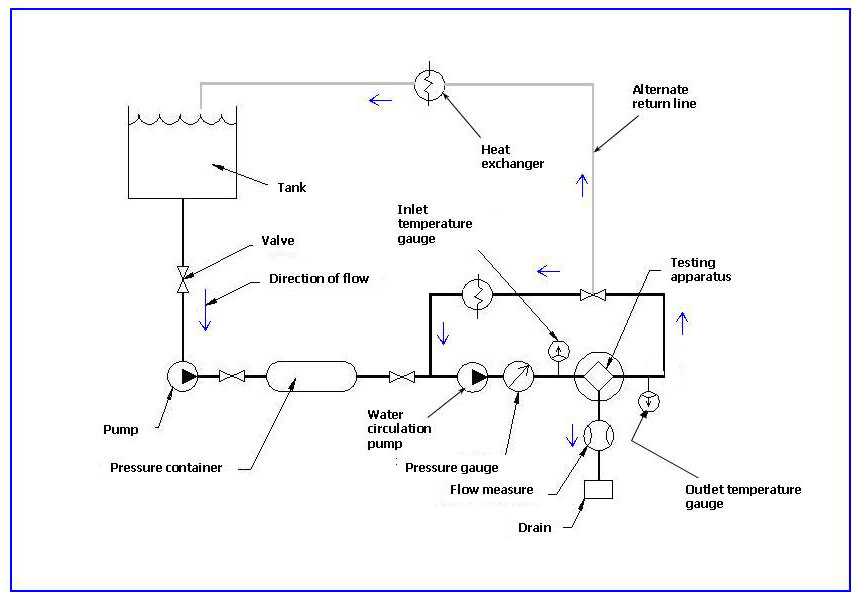 |
| Figure 2. Test Schematic |
The overall test schematic is shown in Figure 2. This setup supplies the test apparatus with test fluid at a constant pressure and regulates the fluid temperature inside the apparatus regardless of leakage rate. The test system is fairly straight forward and relatively inexpensive to construct.
Test Procedure
Prior to any test, the procedure requires:
- The measurement of the cross section (width) of each packing ring
- The diameter of the stuffing box bore and shaft and their respective surface roughness
- The weight of each packing set prior to installation (which will be checked again at the test’s completion)
Four rings of packing are used for every test to avoid any variability from differences in packing configuration. The standard installation procedures ensure that the rings are installed one at a time, tamped firmly to eliminate spaces between installed rings and the joints staggered appropriately. The packing gland is then installed and tightened slightly to begin the test.
The standard test conditions are:
- The test fluid is water.
- Shaft speed is between 8 and 9 meters per second (1,574 to 1,771 feet per minute.)
- Pressure is 6 bar (87 psi).
- Test fluid temperature is 20 C (68 F).
The procedure has an allowance for other test conditions, but these are not considered standard and would be reportedly separately.
Break-in Procedure
A key component of the procedure is a clearly defined break-in procedure. The most critical period for compression packing is the first hour or two of operation. During this time, the packing settles or “beds-in” and temperature and leakage can fluctuate until it reaches equilibrium between acceptable leak rate and frictional heat generation. The procedure allows the packing to leak initially (under the standard test conditions) at a liberal rate of 15 to 30 milliliters per minute. Then the packing is adjusted incrementally over the first hour until it reaches a steady state condition for the desired leakage class and operating temperature. The number of adjustments and total compression of the packing are recorded.
Final Phase of Test Procedure
At the end of this break-in period, the power consumption, temperature and leakage are measured and the test begins. The total test duration is 100 hours of continuous operation with measurements taken at least twice every 24 hours. Up to three gland adjustments are allowed, with temperature and leakage recorded just before and 30 minutes after each one. The procedure specifies that at least two tests must be completed per packing type to ensure consistency of results.
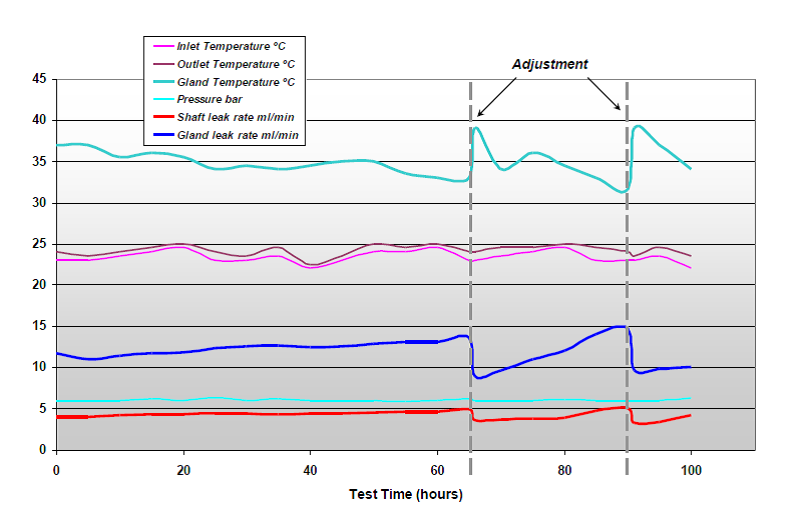 |
| Figure 3. Typical Test Results |
Figure 3 shows a graph of typical results. At the end of the 100-hour test, the packing set is removed, and a final measurement of weight, compression and overall condition of the set is noted. The condition of the test apparatus—such as shaft wear—is also documented. The procedure provides a format for reporting results that makes comparing results from different tests easier.
Conclusion
With this standardized procedure, developed cooperatively by numerous global compression packing manufacturers, a method is established to compare the performance of pump packing. The document is available to the public and can be found on the ESA website under “Packing” at www.europeansealing.com/publications.html.
For more information on this topic, read the newly published FSA-ESA Compression Packing Technical Manual.
Next Month: How can gaskets solve some unique sealing problems?
We invite your questions on sealing issues and will provide best efforts answers based on FSA publications. Please direct your questions to: sealingsensequestions@fluidsealing.com.
