
High energy prices pose an unprecedented profit-robbing threat to every manufacturing operation, large or small. Left unmanaged and unchecked, rising energy expenditures can erode a company's stability, performance, productivity and, ultimately, its competitiveness and viability. Confronted by these rising energy costs, manufacturing operations around the globe are implementing energy-management processes and procedures.
To address energy consumption, many areas worldwide are developing new climate and energy policies that have been designed to create behaviors to moderate energy usage. As an example, in March 2007, the European Union's Heads of State Government announced a series of demanding climate and energy consumption targets that must be met by 2020. These are:
- A reduction in EU greenhouse gas emissions of at least 20 percent below 1990 levels
- Requiring 20 percent of EU energy consumption to come from renewable resources
- A 20 percent reduction in primary energy use compared with projected levels, to be achieved by improving energy efficiency
The European Parliament and Council approved this "climate and energy package" in December 2008, and it became EU law in June 2009.
Similarly, 2005's wide-ranging Energy Policy Act in the United States elevated the profile and increased discussion of energy use and conservation in the country. Since the inception of EPAct, there have already been enviable gains in energy conservation in the industrial sector thanks to a series of energy-efficiency assessments that were conducted at more than 400 of the nation's largest manufacturing plants.
These assessments showed that it is possible for the industrial sector to improve its "energy intensity" by 25 percent by the end of 2017, or an average of 2.5 percent per year leading up to that deadline. The key to meeting this goal is instituting a "systems approach" to energy efficiency and conservation in manufacturing plants, i.e., turning the focus away from individual components and, instead, analyzing both the supply and demand sides of the system as a whole.
However, while it is easy to establish thresholds for energy consumption, identifying and implementing the most efficient means to meet those thresholds can be more problematic. Using the industrial sector as an example, since pumps account for anywhere between 27 and 33 percent of total electricity used in this sector globally, improvements in pump-system performance can play an important role in minimizing energy costs.
The Challenge
At their most basic, poor design and improper system operation are the root causes of inefficient pumping systems. As rotating equipment, pumps are subject to wear, erosion, cavitation and leakage. These problems can be exacerbated through improper pump selection and operation. If they are not selected or operated properly, pumps can waste enormous amounts of energy, as well as require considerable maintenance.
This pump-selection process can be complicated by the fact that many different types of pumps can be applicable in a single operation. When making the final choice in pump type, the list of crucial factors that need to be taken into account can be daunting: required flow rate, differential pressure, temperature, viscosity, shear sensitivity, corrosiveness of the liquid handled, etc.
Facility managers tend to choose oversized pumps. While installing an oversized pump ensures that the system needs will be met under all operating conditions, the added energy cost inherent in operating oversized equipment is generally ignored.
As manufacturers work to align their energy-efficiency initiatives with their business goals, pump system improvements will play an increasingly important role in this effort. Since no "one pump fits all" solution exists, particular attention to proper pump selection will become increasingly more important in the effort to select the right pump that not only will deliver productivity gains, but will work equally as well at controlling energy consumption.
By virtue of their inherent energy- and mechanically efficient designs, positive displacement sliding vane pump technologies can offer options for energy-saving initiatives.
The Solution
Sliding vane pumps are among the most energy efficient PD pump technologies. Significant design advancements have given sliding vane technology an advantage over gear pumps, specifically with regard to optimized performance, low-shear capability, lowest life cycle cost and best energy efficiency. The sliding vane pump has a self-adjusting vane-design feature that eliminates energy-robbing slip and promotes high volumetric efficiency even after substantial time in service.
This design makes sliding vane pumps more efficient and desirable for use than gear pumps. Gear pumps use the meshing of gears to pump fluid by displacement. This style of operation wears down a gear pump since the pump's gears mesh together to move fluid. This constant wear increases the internal clearances between the gear teeth, in the process reducing flow capacity and volumetric consistency while increasing the possibility that "slip" will occur. All of these operational deficiencies result in not only decreased pump performance and increased maintenance occurrences, but also in wasted energy use, which can increase costs.
On the other hand, sliding vane pumps operate through the use of a number of vanes that are free to slide in or out of slots in the pump rotor when it is driven by the pump driver. The turning of the pump forces the vanes to move outward and ride against the inner bore of the pump casing, which forms pumping chambers in the process. As the rotor revolves, the fluid enters the pumping chambers from the suction port. The fluid is transported around the pump casing until it reaches the discharge port, where it is forced out into the discharge piping.
This design guarantees fixed displacement volume with minimal pressure variance, meaning that energy-wasting slippage and turbulence are minimized and high volumetric efficiency is maintained.
Pump-shaft sealing has traditionally been a problematic factor in sliding vane pump technology. Though often ignored, pump-shaft sealing can directly influence a pump's power consumption in a variety of ways:
- By its basic design, the more friction a pump generates, the more of a "power eater" it will be. From that standpoint, shaft packing is a less-efficient solution.
- In many cases, a pump's shaft-sealing system may need additional cooling, either by a separate fluid (a mechanical seal flush, for instance) or by diverting part of the pumped liquid flow (magnetic drive). This additional cooling requires more energy to work and decreases the pump's energy efficiency.
- Most of the shaft-sealing solutions are heat generators and can dry-run for only short periods of time, or even not at all. When choosing a pump-shaft seal, this parameter must be mastered, especially in a potentially explosive atmosphere. Therefore, temperature sensors, flowmeters and power monitoring often have to be added, which generate other energy-consumption concerns.
When shaft packing or a basic mechanical seal cannot be used in a pump's design, the main alternatives are a double-flushed mechanical seal, magnetic drive and sealless drive.
Seal of Approval
A line of sliding vane pumps now exist that are not based on magnetic drive, but on a sealless leak-free design that features no magnets, mechanical seals or packing.
Instead of magnets, the pumps have a double stainless-steel bellows that houses an eccentric shaft. This shaft, which a crank system rotates, drives the bellows in a circular movement. This design and operation addresses each of the concerns of shaft-sealing mentioned above:
- The sealless drive is needle/roller-bearing mounted with separate sources of lubrication, meaning that frictions are reduced to a minimum.
- The pump's entire flow rate crosses the sealless drive chamber, meaning that the shaft does not need any additional cooling, while none of the flow rate is diverted.
- In most cases, power monitoring is not necessary. An optional temperature sensor can be added in extreme cases.
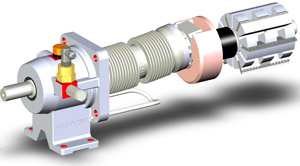
On the sealless drive vane pump, the bellows houses an eccentric shaft. This shaft, which a crank system rotates, drives the bellows in a circular movement.
The result is a decrease in energy consumption with a corresponding increase in operational efficiency, all without added installation complexity. Compared to magnetic drive pumps, these pumps create up to a 40 percent reduction in absorbed power and up to a 20 percent higher return in energy efficiency.
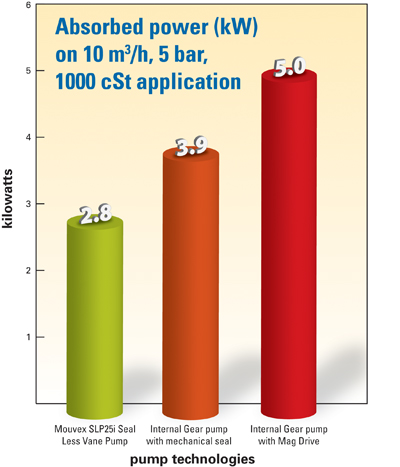
Table 1
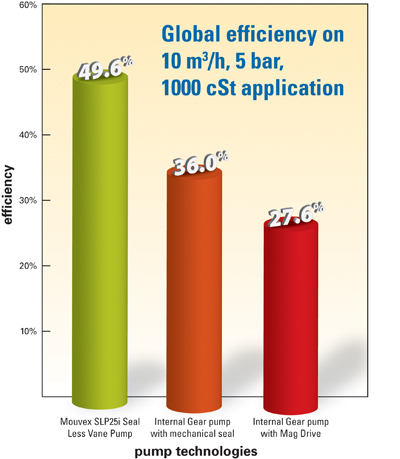
Table 2
Conclusion
Sliding vane technology is used worldwide to reduce energy cost and consumption, and create a more efficient pumping system. Sliding vane technology has been taken to the next level with the introduction of sealless drive technology.
Pumps and Systems, July 2010
