

Pumps termed as sealless, seal-free or leak-free (the terms are generally interchangeable) became a realistic option for operators in chemical processing applications more than 30 years ago. The first iteration had one main job: perform better at preventing the leakage of hazardous materials than sealed pumps through a sealless design.
However, these legacy sealless pumps were not readily embraced at the outset because:
- They were expensive.
- There was broad skepticism that the first sealless designs could live up to their leak-free promise.
It was not until about 15 years later, in the early 2000s, that sealless pump technology had evolved to be both reliable and leak-free. The mindset of the user had also evolved by then. Leak-free pumps were not just being used when handling hazardous materials, they were being used for handling basic liquids like water.
The driver behind this change in thinking was that users had become less willing, or capable, of dealing with seal failures than they were decades ago.
In other words, even a so-called “nuisance” water leak would require the pump to be taken offline, which would result in additional downtime and maintenance costs.
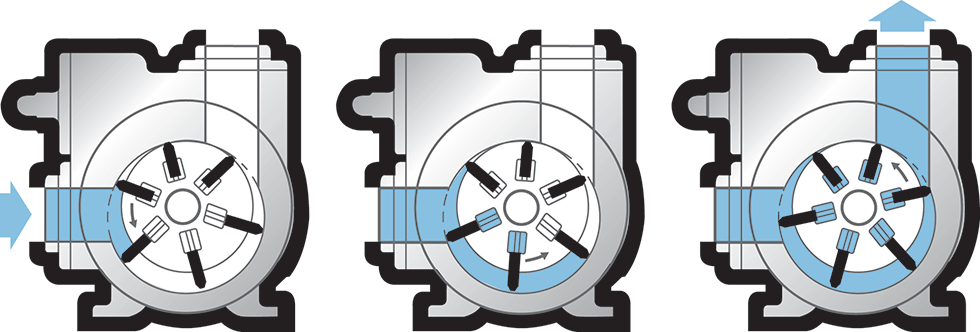 Image 1. Sliding vane pumps with a sealless, magnetic-driven design can be used for high-volume transfer with hazardous or expensive chemicals. (Image courtesy of Blackmer)
Image 1. Sliding vane pumps with a sealless, magnetic-driven design can be used for high-volume transfer with hazardous or expensive chemicals. (Image courtesy of Blackmer)The solution could be to pivot to a sealless, leak-free pump that would never (theoretically) need to be maintained or repaired because of a leak incident.
Today, after steady growth over the past 15 years, the global sealless centrifugal pump market is valued in excess of $4.5 billion. Sales of sealless ANSI centrifugal pumps could have the potential to eclipse the sealed pump market in future years.
Understanding Technology in Chemical Processing
The dominant technology for sealless pumps in chemical processing applications has been centrifugal pumps because their manufacturers were the first to embrace the technology and develop what came to be recognized as the preferred leak-free pump style. The result is a class of pumps that offer leak-free performance with reasonable reliability when handling a wide range of chemical products.
Seal-free centrifugal pumps were popular in these applications because of their basic design.
The success of centrifugal pumps also brought many similar brands to market. This has helped lower the purchase price of these pumps.
Similarly, the manufacturers of internal gear pumps quickly adapted their legacy sealed and packed designs to accommodate a seal-free option. Keeping the internal pumping elements unchanged, the early seal-free gear pumps provided a basic leak-free technology that was attractive during the early development of these seal-free pumps.
Users and engineers should be aware of some specific characteristics when designing systems and selecting pump technologies. Chemical processing applications are rarely pristine and can be unpredictable, often leading to pervasive system outages and equipment failures if the proper pumping solution is not deployed.
Centrifugal Pumps
Centrifugal pumps perform best when applications require stable, unchanging conditions. Whether in high-volume bulk transfer or the pressure boosting of low flow rates, centrifugal pumps are successful with low viscosity, stable pressure and unchanging flow rates.
Centrifugal pumps can perform poorly when applied to broad liquids and systems because centrifugal pumps are tuned to operate at a single best efficiency point (BEP). Because centrifugal pumps may react to any adjustment in operating environment or liquid properties, performance issues may arise when applied to systems with multiple operating points, varying tank liquid levels, inline control valves and batch demands.
This is true for applications that feature repeated dry run, vapor, low net positive suction head (NPSH) and suspended solids. In these situations, a centrifugal pump deviates from its singular BEP and have the potential to degrade pump life.
Sealless designs may compound these operational issues with the use of coated ceramic bearings, which provide a limited dry-run allowance.
Control systems are often applied with these designs in an attempt to optimize system operations.
Gear Pump Operation
Gear pumps can be successful in chemical processing applications that are lubricating, highly viscous and intermittent. Further, retrofitting an existing sealed or packed gear pump to a sealless gear pump can be simple because the overall footprint is unchanged (i.e., no piping modifications or adjustments to motor/gear drive are required).
Gear pumps can operate consistently with changing environmental and liquid conditions.
Gear pumps suffer from the same pain point: internal wear. With every rotation, the pump’s ability to maintain a desired flow rate is compromised. Flow performance degrades as wear increases in three areas: between the gear teeth, between the crescent and gear, and between the casing and gears. This is evident with seal-free gear pumps that use a cantilevered bearing support design—one that maximizes shaft deflection, material galling and wear of internal sealing surfaces.
As such, gear pumps mirror centrifugal pumps in that they suffer during dry-run operation, handling of liquid/vapor mixtures (or low net positive suction head available [NPSHa]) and solid/abrasive media.
Sliding Vane Positive Displacement Pumps
Sliding vane positive displacement pumps can be an alternative in chemical processing applications. Sliding vane pumps do not require tuning to a single BEP. Instead, they are capable of handling both system and liquid changes.
The pump’s vanes self-compensate for wear, sustaining performance throughout the system’s operational life.
Vane pumps are understood to be well suited for varying system pressure, zero NPSHa, vapor, suspended solids and prolonged dry-run operation.
Vane technology can be protected from operator error, system upsets and instrument failure.
Also, there is flexibility offered during hours or days of dry-run operation that is unaffected by poor operating conditions, or the increased functionality of suction-lift, product recovery and self-priming operations.
This design enables a leak-free sliding vane pump to deliver in high-volume liquid transfer within chemical processing applications.
