
Q. I see that many pumps for pumping slurries are made of either hard metals or elastomers. Why is this and which is better?
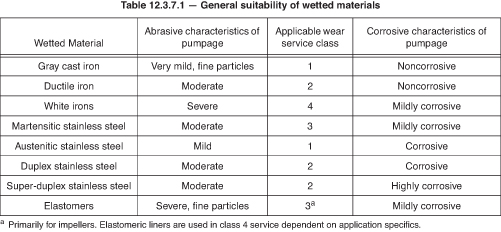
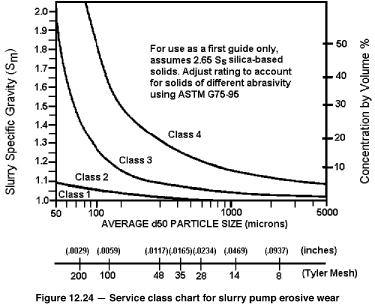
A. A large variety of metals and elastomers are used for slurry pumps because of the diverse range of applications. Slurries can be erosive, corrosive or erosive/corrosive. Proper material selection depends on the properties of the mixture to be pumped and the pump design. Figure 12.3.4.2a may be used to rank purely erosive wear. Table 12.3.7.1 is a selection guide for materials commonly used in these services along with their appropriate erosive wear service classes.
Metals resist erosion through a combination of proper hardness and toughness. Toughness is defined as the ability of a material to absorb energy and even deform plastically before fracturing. Hardness provides resistance to sliding wear. Toughness diminishes crack formation and propagation encountered in impacting wear situations, providing resistance to impact fracture. Harder materials are better choices for sliding wear services. A very hard, brittle material that fractures easily may not perform as well as a softer metal that resists brittle fracture. Erosion resistance should not be judged only on the hardness of the material.
Material selection is further complicated when corrosive carrier liquids are involved. Materials that are highly resistant to erosion are usually not highly resistant to aggressive corrosion. Material selection is a compromise between erosion and corrosion resistance properties to achieve optimum wear life for any specific installation.
Metals resist corrosion by forming a passivated surface layer that protects against further corrosion. Effectiveness is determined by how tough the passive layer is and how fast it forms. In slurry services, the passive layer is continually being worn away and reformed so corrosive attack is accelerated.
Elastomers resist erosion through resilience and tear resistance. They are soft, and the solid particles rebound without damaging the elastomer by abrasion or fracture. Large or sharp particles may tear the elastomer, so material selection must be carefully matched to the slurry.
Elastomers do not depend on a passivated layer to resist corrosion. The basic chemical resistance is a function of proper material selection and is not significantly changed by exposure to erosive environments. Slurry pumps usually have thicker liners than other elastomer-lined pumps. Experience has shown that when lining thickness is increased, wear life increases by a factor of approximately 2:1, within the limits of a practical liner thickness.
Elastomers can be easily bonded to metals to combine the strength and rigidity of the metal with the elasticity of the elastomer. They can also be bonded to materials such as fiberglass-reinforced plastic (FRP) or thermosetting phenolic/nylon cloth to stiffen liners to prevent collapsing during process disruptions, such as cavitation or surges.
They can be bonded to ceramics to take advantage of the best of both materials. Process and environmental temperatures must be considered, because some elastomers do not perform well above 80 degrees C (180 degrees F).
Erosive and erosive/corrosive wear may occur under different mechanisms. Because of the complex nature, the wear results may vary substantially from case to case. Experience with similar applications is always the best guide for selecting materials. If there is inadequate experience, wear testing can be performed to help evaluate the level and characteristics of wear factors. Some typical wet wear tests include the ASTM G75-01 Miller procedure, slurry-jet wear testing and Coriolis wear testing.
Corrosion, erosion and corrosion/erosion testing may be required to analyze erosive/corrosive applications in which experience is not available. ANSI/HI 12.1-12.6 Rotodynamic (Centrifugal) Slurry Pumps for Nomenclature, Definitions, Applications, and Operation has recently been updated and published.
Q. What is suction specific speed, and how is it used?
A. Suction specific speed is an index of pump suction operating characteristics determined at the best efficiency point (BEP) rate of flow with the maximum diameter impeller. (Suction specific speed is an indicator of the net positive suction head [NPSH] required for given values of capacity and provides an assessment of a pump's susceptibility to internal recirculation.) Suction specific speed is expressed by the following equation:
S = n(Q)0.5 / (NPSH3)0.75
Where:
S = suction specific speed
n = rotative speed, in revolutions per minute
Q = flow rate per impeller eye, in cubic meters per second (U.S. gallons per minute) using total flow rate for single suction impellers and one half total flow rate for double suction impellers
NPSH3 = net positive suction head required, in meters (feet), that will cause the total head (or first-stage head of multistage pumps) to be reduced by 3 percent
Note: Suction specific speed derived using cubic meters per second and meters, multiplied by a factor of 51.6, is equal to suction specific speed derived using U.S. gallons per minute and feet. The U.S. customary symbol Nss is sometimes used to designate suction specific speed.
The value S is an assessment of a pump's inlet design, including both the stationary casing and the rotating impeller design elements. Higher numerical values of S are associated with better NPSH capabilities. For pumps of typical suction inlet design, values range from approximately 120 to 250 (6,000 to 13,000). In special designs, including inducers, values up to 700 (35,000) or higher are possible depending on the connected inlet piping, the pump's suction casing arrangement, the range of flow over which the pump must operate, size and power rating of the machine and other considerations.
Q. What care should be taken when designing or selecting reciprocating power pumps for slurry service?
A. The basic construction may or may not be the same as it is for clear liquid applications. The differences may be in the type of valves, addition of surge chambers or liquid injection into the lower portion of the stuffing box. Reciprocating slurry pumps are designed so that the liquid end parts that are subject to the deteriorating effects of slurries can be easily and quickly replaced without dismantling any other major pump component. These parts are usually replaced in accordance with a preventive maintenance program. The scheduled replacement time is based on the user's experience with the slurry pumped. Replacement timing should be such that the part still performs adequately and does not wear to the point of causing the failure of other parts of the machine.
Hydraulic passages should be sized so that the lowest velocity of the liquid will be above the critical carrying velocity of 1.2 to 1.8 meters per second (4 to 6 feet per second) on average. The highest velocity should be below that which causes excessive erosion. Typical average operating velocities through a reciprocating slurry pump's passages are 1.8 to 3.6 meters per second (6 to 12 feet per second). Lubrication and flushing of the packing are extremely important. Metered, clear, external injection, which is timed to the position of the plunger during its stroke, or continuous flow injection is employed to achieve this. The mode of flushing will depend on whether dilution of the liquid pumped by the flushing liquid can be tolerated.
To protect the main stuffing box packing, clear liquid is usually injected into the stuffing box between the bottom of the throat bushing and the packing. The injection lines are selected to withstand full working pressure and have a safety check valve located between the stuffing box and the injection liquid source to prevent accidental backflow of slurry into the clear liquid system.
Valves for use in slurry service are designed for velocities between 1.8 and 3.6 meters per second (6 and 12 feet per second) to reduce erosion and abrasion of the valve seat and other valve components. Valve construction usually has replaceable valve inserts that are made of an elastomer or polymer. Metal-to-metal ball valves may be used depending on the slurry, material, carrier liquid and temperature.
Special considerations must be given to the slurry abrasion, attrition, particle size and concentration. Slurry particle size has an influence on the valve lift and the ability of an elastomer valve to seat. Experience to date shows that slurry concentrations of up to 65 percent by weight can be handled successfully.
Suction pressure on a pump handling slurry is usually higher than that on one handling clear liquid. This takes into account the acceleration head of the solids and gases entrained within the liquid. Likewise, pulsation dampeners are usually larger on the suction and discharge side of the pump for the same reasons. To facilitate starting and stopping a slurry pump, it should be fitted with adequate connections so that the liquid end passages can be flushed of the slurry with clear liquid. This is especially true when the pump will be shut down for extended periods.
Rod and plunger packing require special considerations when dealing with abrasive materials. In a piston pump, the piston runs in a renewable metal cylinder or liner. The liners are made of abrasion and corrosion resistant metals to resist wear for each specific slurry. Piston rods and plungers are also coated to resist wear. If the abrasion of the slurry is not great and the pressures are below 14,000 kPa (2,000 psi), large-volume piston pumps are more suitable. The transportation of coal slurry falls into this class of service. Please see ANSI/HI 6.1-6.5 Reciprocating Power Pumps for Nomenclature, Definitions, Application, and Operation as a reference.
Pumps & Systems, July 2011
