
Texas refinery achieves improved performance from API barrel pump through major re-rate.
Sulzer
08/21/2019
Productivity targets are a key performance measure in any process industry and the refining business is no exception. Increasing output from a large refinery to meet market demand presents challenges. However, dealing with the pumps does not need to be one of them. Due to changes in government regulations over the past several years, the demand for ultra-low sulfur diesel (ULSD) has increased. As a result, refineries across the country have been forced to adapt and find innovative solutions to meet increasing capacity. A refinery in Texas found itself in this situation and began investigating possible solutions with the help of a service center.
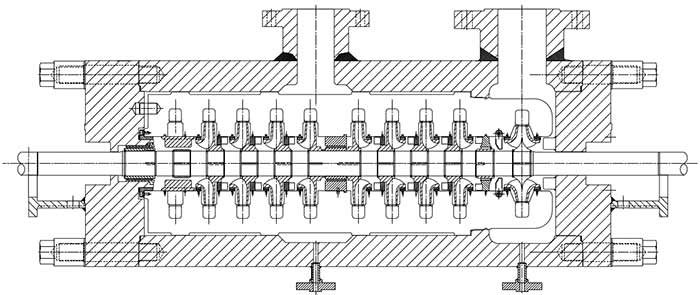 Image 1. Cross section of pump barrel and internals, showing reduction from 10/9 stages (Images courtesy of Sulzer)
Image 1. Cross section of pump barrel and internals, showing reduction from 10/9 stages (Images courtesy of Sulzer)The Challenge
The subject pumps were originally sold in 2006 at a rated point of 1,110 gallons per minute (gpm) at 4,014 feet. With the change in ULSD demand, the reliability engineers at the refinery wanted to increase the capacity to 1,628 gpm at 3,450 feet (Image 2). The goal was to find the most economical and timely solution to meet the needs of the refinery.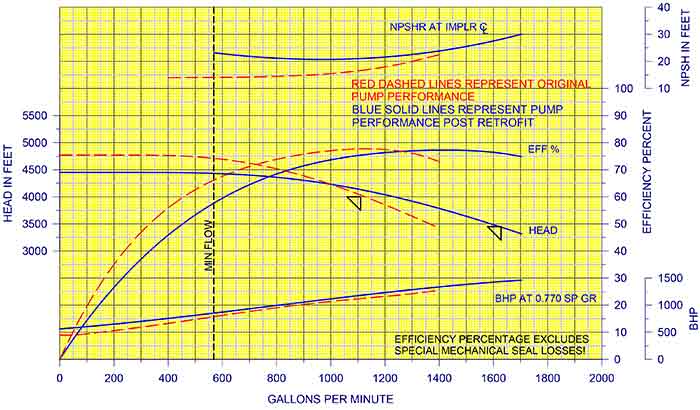 Image 2. The predicted pump performance curve achieved by the retrofitted pump pushed the best efficiency point (BEP) to achieve higher flows
Image 2. The predicted pump performance curve achieved by the retrofitted pump pushed the best efficiency point (BEP) to achieve higher flowsThe Design Review
When in this situation, there are three possible options:- Purchase a new pump that is designed to deliver the desired capacity.
- Hydraulically modify or “re-rate” the existing pumps.
- Operate the two existing 100 percent pumps in parallel (depending on system curve).
- Select an existing standard impeller hydraulic design that was suitable for the desired performance and had been proven by at least two factory tests.
- Ensure that case modifications could be made to fit the new impeller.
- Confirm the nozzle area could be increased enough to mimic the reference pump performance.
The Optimized Solution
With an array of impeller hydraulic designs available, engineers were able to select an existing design that would meet the new desired head and capacity of the application.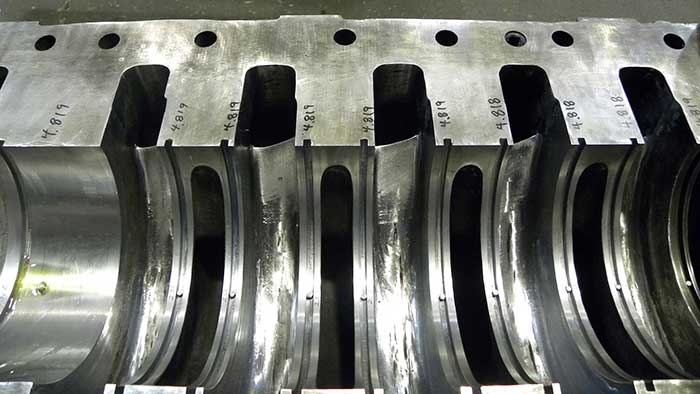 Image 3. Pump inner case shown with volute lips that have angled cutback
Image 3. Pump inner case shown with volute lips that have angled cutbackThe Obstacles & Drawbacks
With a major re-rate such as this, it can be difficult to fit a new, relatively large, high-capacity impeller within the existing volute. This is because multistage pumps are designed with the shortest possible stage spacing to limit overall pump length. Fortunately, the pumps in this example were originally equipped with a relatively low-flow rotor compared to its frame size, which offered more room to work. To accommodate the increased impeller outlet width, the volute side walls required widening or “slabbing” to ensure adequate side-room clearance, which is critical to centrifugal pumps. In addition, the inner-case line bore diameter was increased to accommodate the larger impeller eye diameter. The bore was increased to the maximum allowable value while maintaining enough wall thickness between it and the waterways and maintaining structural integrity of the inner bundle. The increased pump performance required more power than the original 1,250-horsepower (hp) motor could deliver, so a new motor was acquired to meet this demand. However, no baseplate modifications were required as the frame size for the higher rated motor remained the same. The net positive suction head required (NPSHr) had increased with the new selected suction impeller. However, this was not a problem as the net positive suction head available (NPSHa) was adequate.The Advantages
The decision to re-rate the existing pumps rather than buying new was highly advantageous for the refinery. The re-rating project was more economical, especially since the outer barrel alone can be a high-priced component. The re-rate required no changes to the footprint of the existing pump, saving valuable time in completing the project. If a new pump had been specified, baseplate modifications and rerouting of suction and discharge pipework may have been required. The hydraulic modifications were all confined to the inner bundle, allowing the outer barrel to remain piped up in the refinery. This improved the overall delivery time for the project. Image 4. Exterior of completed pump at Odessa Service Center
Image 4. Exterior of completed pump at Odessa Service Center