
Would you run your automobile engine without oil? Assembling a bolted joint without using a proper thread lubricant is a comparable scenario. Thread lubricants are often overlooked but can have a huge impact on the success of a bolted joint. In any industrial plant, there can be thousands of bolted connections, primarily in the flanged connections throughout piping systems, on packed stuffing boxes on pumps and valves, and on heat exchanger covers, for example. All of these pieces of equipment are used to join components while maintaining a leak tight pressure boundary for a system. These systems can operate under high pressures, high temperatures and in dangerous chemicals, and a failure of a bolted joint can lead to an extreme hazard for personnel.
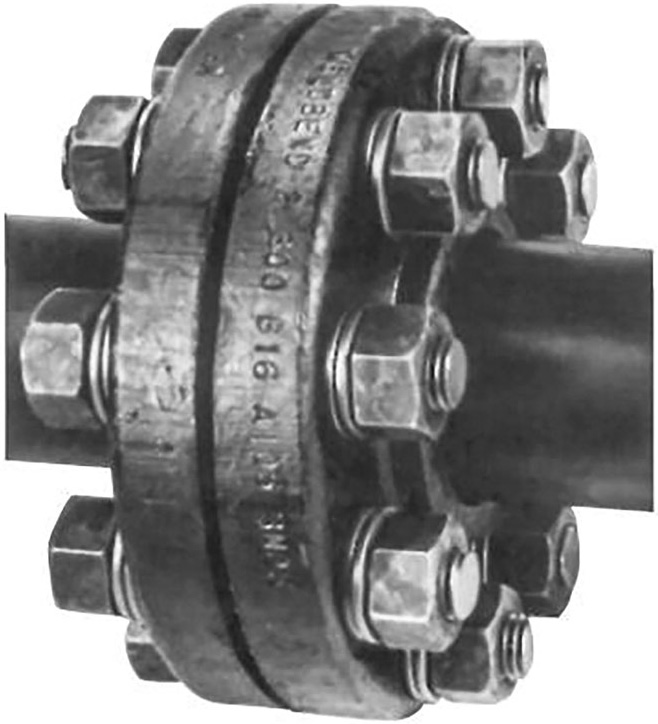 Image 1. Typical bolted flange assembly (Images courtesy of the author)
Image 1. Typical bolted flange assembly (Images courtesy of the author)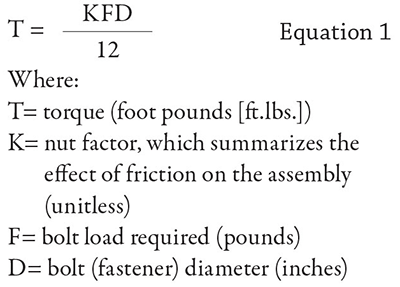 That resulting load on the gasket is then divided by the number of bolts on the flange to determine the load per bolt. Then the torque needed to achieve the required load per bolt is determined with the formula in Equation 1.
The bolt load and bolt diameter are clearly defined parameters. The K value is a bit different. This is a theoretical number that represents the friction in the bolted assembly. It is ideally determined by testing the actual bolted assembly (i.e., each bolt or nut assembly), but in many cases, the value used is the K value supplied by the bolt lube vendor.
That resulting load on the gasket is then divided by the number of bolts on the flange to determine the load per bolt. Then the torque needed to achieve the required load per bolt is determined with the formula in Equation 1.
The bolt load and bolt diameter are clearly defined parameters. The K value is a bit different. This is a theoretical number that represents the friction in the bolted assembly. It is ideally determined by testing the actual bolted assembly (i.e., each bolt or nut assembly), but in many cases, the value used is the K value supplied by the bolt lube vendor.
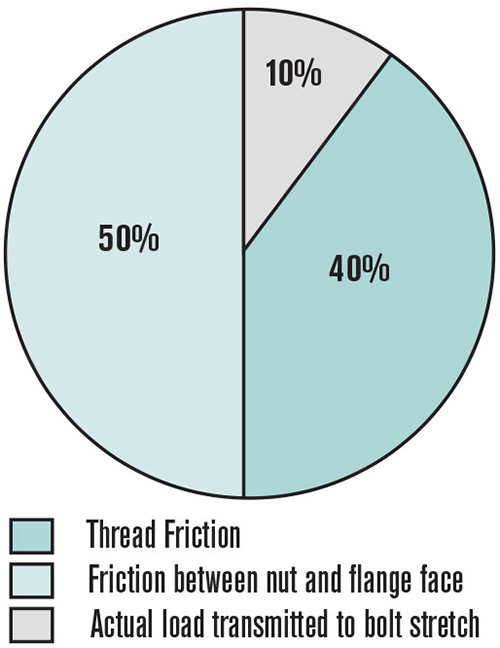 Image 2. Ratio of torque applied to bolt load
Image 2. Ratio of torque applied to bolt load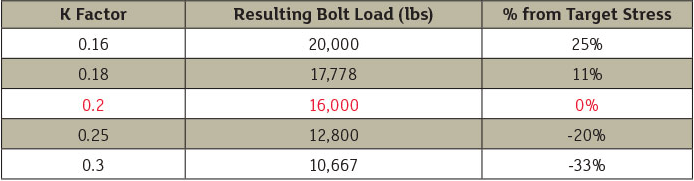 Table 1. Bolt load change depending on K factor
Table 1. Bolt load change depending on K factor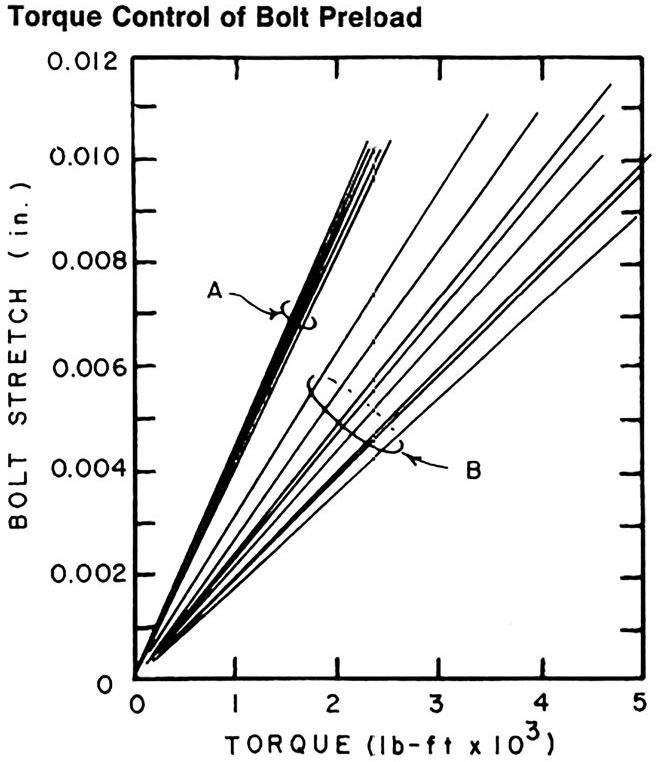 Image 3. Consistency of applied load with a lubricated (A) versus nonlubricated (B) assembly (Image credit: Bickford. (1995), An Introduction to the Design and Behavior of Bolted Joints, New York, NY: Marcel Dekker)
Image 3. Consistency of applied load with a lubricated (A) versus nonlubricated (B) assembly (Image credit: Bickford. (1995), An Introduction to the Design and Behavior of Bolted Joints, New York, NY: Marcel Dekker)