
Variable frequency drives (VFDs) are typically added to a system for economic reasons. While the realized economic benefits may be drastic throughout the life of the motor, several factors must be addressed to ensure the motor’s long-term reliability.
Non-Inverter Duty Motors
The use of a VFD adds several areas of stress that non-inverter duty motors are unable to cope with long term. The most common type VFD is pulse width modulated (PWM). A PWM drive uses short bursts of electricity to simulate a sine wave. This approximation of the sine wave adds several types of stresses to the controlled motor. Shaft grounding rings, insulated bearings and line filters are some of the most common ways customers protect their motor investment from negative VFD attributes.
System Efficiency
While VFDs are not 100 percent efficient, they do make economic sense when the operating speed of a motor needs to be lower than its rated speed. Therefore, choosing the correct motor for the application becomes crucial because motor efficiency drops as speed and load decrease. VFD efficiency also declines with motor speed, so it too needs to be correctly sized to the application. The motor and drive efficiencies combine to form part of the system efficiency. The system’s efficiency is the product of:
- VFD’s efficiency
- Motor’s efficiency (average motor efficiency when operated on a VFD is reduced by one NEMA band versus sine wave operation)
- Driven equipment’s efficiency (for example, pumps and fans)
Motor Protection
When VFDs are used, steps must be taken to protect the motor and ensure efficient system operation. These steps are discussed in this section.
Motor Speed
VFDs are used to run motors at speeds other than their nameplated speed. When a motor is subjected to a constant torque load, slower speeds may require an additional cooling method to avoid degrading the motor’s electrical insulation. However, if the load is a variable torque load, motor cooling is usually a non-issue when running at slower speeds.
Resonant Frequency
Another problem that typically arises is the resonant frequency of the system. If a motor is run at the system’s resonant frequency, many components of the system can be damaged because of excessive vibration. However, once this frequency is known, the VFD can be programmed to skip the resonant area during operation.
Switching Frequency
The switching frequency of a drive is another area for concern. When the frequency is too fast, voltage overshoot will occur. This overshoot is a result of the capacitance of the motor charging and discharging at a rate that is different from the drive. This large voltage spike experienced by the motor in a short time period can cause an uneven distribution of voltage in the windings. When a motor is repeatedly exposed to overshoot, it is normally seen in the first few turns of the windings after failure.
Connections
The cables between the VFD and motor should also be considered. When a mismatch in impedances happens, reflections occur in the lines that add with the nominal voltage signal sent to the motor. This phenomenon can be intensified by the switching frequency of the drive.
Startup
Several downsides exist when starting an induction motor on full line voltage. Large magnetic fields are created that lead to movement in the motor’s windings while large inrush currents cause rapid heating. The movement of the windings can eventually lead to abraded insulation and shorted conductors. The rapid heating becomes an issue because the windings expand faster than the stator core, leading to eventual insulation damage. VFDs reduce this extreme mechanical stress by ramping up the frequency and voltage to bring the motor to operating speed, which lowers the motor’s inrush current.
High-Frequency Voltage
A common issue seen with VFD usage is an induced, high-frequency voltage in the motor’s rotor assembly. These voltages, typically referred to in the industry as shaft currents, wreak havoc on bearings. Once the bearing’s lubrication insulation breaks down, the voltage has a path to ground, which results in premature failure.
One way to combat this issue is using insulated bearings. Insulated bearings work just as the name implies. They are insulated from the motor with a non-conductive material that removes the ground path for the damaging currents.
If the motor is coupled to any other devices (such as pumps and gearboxes), the shaft currents can discharge through their bearings. A preventive measure in that scenario would be a shaft grounding ring. A shaft grounding ring is normally attached to the motor and uses carbon brushes that contact the rotating shaft of the motor. The brushes provide a path for the shaft currents to dissipate through while protecting all the equipment within the system.
Harmonics, Surge & Power Factor
Line filters or terminators are another component used to reduce harmonics and surge voltages, correct power factor, and improve the overall power quality delivered to the motor.
Line filters greatly reduce reflections and voltage spikes that lead to winding failure. They also mitigate common mode voltages that drive shaft currents.
Sample Systems
Looking at the hypothetical graph in Figure 1, a flow rate of approximately 125 gallons per minute (gpm) is obtainable at Points A or B. Point A is the pump flow at normal motor speed, and Point B marks the flow at a reduced motor speed. Using a lower pump speed reduces the current draw and load placed on the pumping components while delivering the same flow as the higher pressure setting.
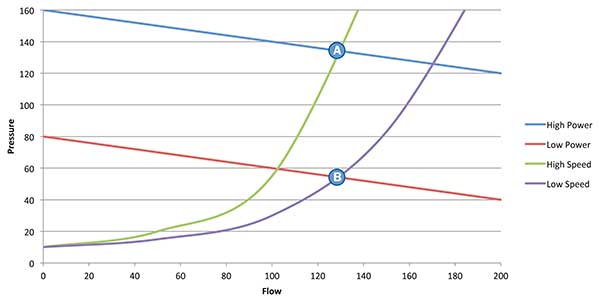 |
| Figure 1. Flow rates at different motor speeds |
Suppose an end user has a 20-horsepower motor running the pump used in Figure 1. Assume that the pump runs at a full speed 75 percent of the time and is operating at 85 percent of its rated speed the remaining 25 percent of the time. In this case (see Table 1), the VFD is not being optimized for best economic impact.
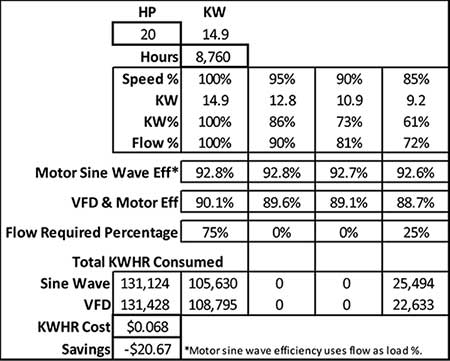 |
| Table 1. A pump operating at full speed 75 percent of the time and at 85 percent of rated speed the remaining 25 percent |
Now, assume that the same motor is operating at 90 percent of rated speed for 75 percent of its operation time and at 75 percent of rated speed the remaining time (see Table 2). In this example, a $671.64 energy savings is achieved.
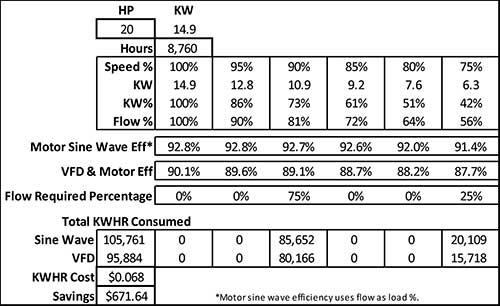 |
| Table 2. A pump operating at 90 pecent of rated speed for 75 percent of the time and at 75 percent of rated speed for the remaining 25 percent |
If the example shown in Table 2 is applied to a 50-horsepower motor, the energy savings is even more pronounced (see Table 3).
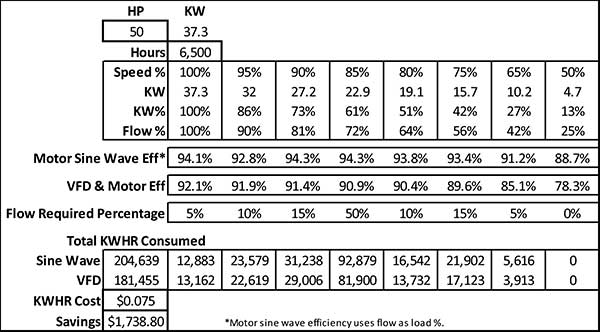 |
| Table 3. Data from a pump operating with a 50-horsepower motor |
The bottom line is that VFDs offer cost savings to the user when properly fitted to an application. P&S
