
Q. How can power monitoring be used for condition monitoring of rotodynamic pumps? A. Flow rate, operating speed, fluid density and viscosity are operating conditions that impact the absorbed power. When using power monitoring to assess condition, operating point and process conditions must be monitored, and the pump must be operated at the same conditions when data is recorded. To adequately monitor the pump’s operating condition, users must measure the following: rate of flow, total head, net positive suction head available (NPSHA), pumpage viscosity and specific gravity. When variable speed devices are used, speed also should be measured. Once it has been determined that changes in the power consumed by a pump are not the result of changes in its operating conditions, then the changes can be attributed to a pump or motor failure mode. Further study of the changes in power and other failure causes will be required to determine the exact mode of failure. Monitoring the power consumed by a pump can give advanced indication of the following: changes in process conditions; excessive wear in the hydraulic components of the pump affecting performance; rolling element bearing failure; coupling failure; and shaft breakage. Caution must be used when applying electrical power monitoring techniques to pumps exhibiting “flat” power curves (i.e., where power changes very little over the operating range). In these cases, setting alarm points can be difficult because of the need to distinguish between small power changes resulting from operating point changes and power changes involving other causes, such as temperature changes in the motor or pump and normal process fluctuations. There are several ways to monitor the power used by a pump. Note that some of these instrumentation/systems measure mechanical power, and some measure electrical power. For example, torque meters and strain gauges measure mechanical power, while power meters and electrical current measure electrical power.
- Torque meter: The most direct monitoring method is to install a torque meter with integral speed pickup between the driver and the pump. This system will directly sense the speed and torque required by the pump. Some torque meter readouts will calculate the actual power transmitted.
- Power meter: This measurement is useful if the pump is driven by an electrical motor, either directly coupled to the pump or through a gearbox, belt or hydraulic coupling. Electrical transducers are typically installed in the electrical motor starter to measure voltage, current and phase angle. These measured values are used in the calculation of the power supplied to the motor. This approach not only will monitor the power change in the pump as parts deteriorate or drag, but it also can indicate other changes to the general health of the electrical motor and/or the gearbox, belts or hydraulic coupling.
- Electrical current: This is similar to a power meter, but only the motor current is monitored. The line voltage and power factor are assumed to remain constant, allowing one to calculate the power supplied to the motor. While this method monitors the condition of the pump and motor, it is susceptible to error caused by variations in the electrical supply grid.
- Strain gauges: Strain gauges, applied to either the pump shaft near the coupling or the drive output shaft with proper telemetry or slip ring equipment, will give an indication of the torque required to drive the pump. This approach is similar to using a torque shaft except that it does not require a longer baseplate to accommodate the torque shaft’s length; however, some accuracy is sacrificed. If the pump speed is constant or known, the power required by the pump can be calculated. Relating torque to a strain gauge measurement requires knowledge of the torque shaft’s stiffness. Generally, this specification on the torque shaft (assuming linearity) is difficult to identify because the torque loading is often complicated by shaft misalignments.
- Variable frequency drive: Many variable frequency drives can be programmed to provide power monitoring.
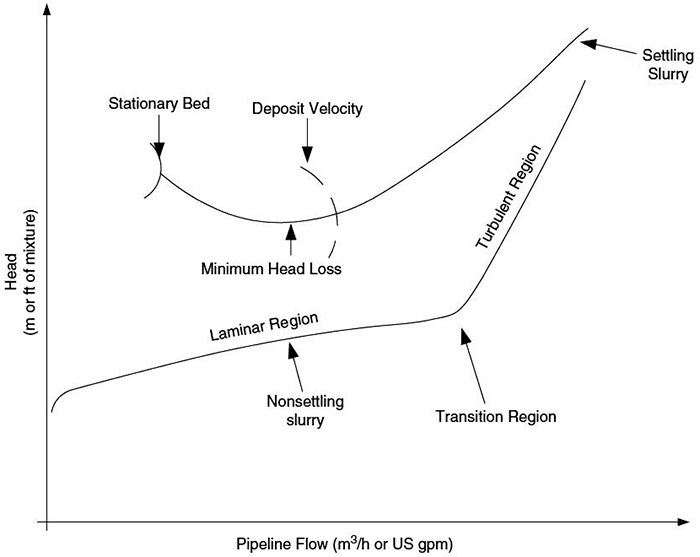 Figure 12.3.6. Typical constant concentration slurry pipeline friction loss characteristics (Courtesy of Hydraulic Institute)
Figure 12.3.6. Typical constant concentration slurry pipeline friction loss characteristics (Courtesy of Hydraulic Institute)